
What is MIM metal injection molding:
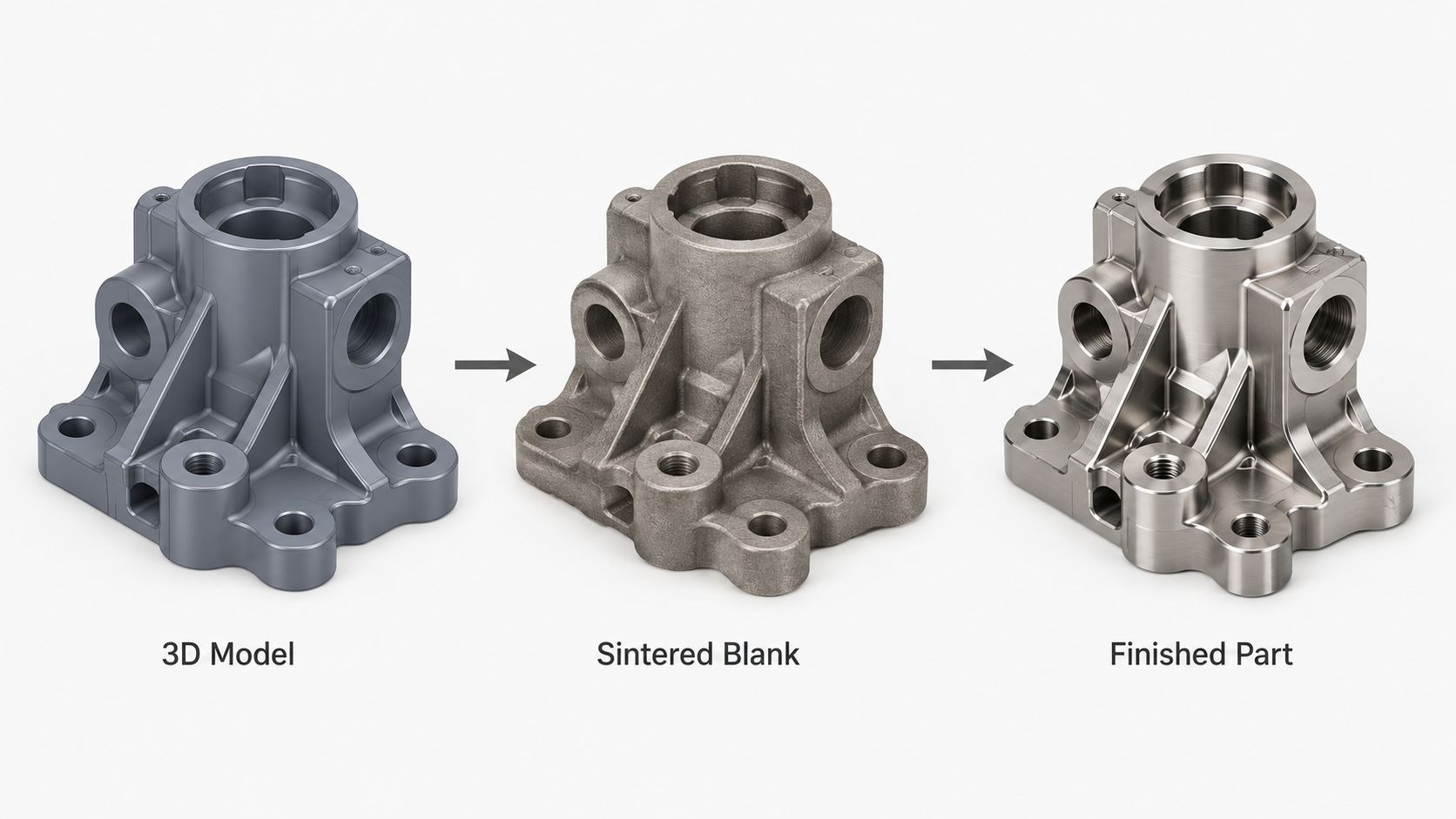
MIM (Metal Injection Molding) is the abbreviation of metal injection molding, which is a molding method in which a plasticized mixture of metal powder and its binder is injected into a mold.
The MIM process combines the flexibility of injection molding design with the high strength and integrity of precision metals to achieve a low-cost solution for manufacturing extremely complex metal geometric parts.

Applicable materials and application areas of MIM:
MIM technology can be applied to any material that can be made into powder. The MIM material systems currently used mainly include: stainless steel, iron-based alloys, magnetic materials, tungsten alloys, cemented carbide, fine ceramics and other series.
MIM is widely used, including automobiles, aerospace industry, military industry, mobile phones, watches, medical treatment, household appliances, cameras and power tools equipped with MIM parts.
Comparison of MIM with other processing technologies
Comparison of MIM with traditional powder metallurgy (PM):
MIM is the entry of modern plastic injection molding technology into the field of powder metallurgy, and has formed a new powder metallurgy near-net forming technology. It is a manufacturing technology that combines plastic injection molding and elastic material powder metallurgy.
Powder metallurgy (PM method) refers to the process technology of making metal powder or using metal powder (or a mixture of metal powder and non-metallic powder) as raw material to manufacture metal materials, composite materials and various types of products. It is a traditional processing technology for manufacturing parts with high efficiency, high quality, precision, low consumption and energy saving. It is a method commonly used in the current powder metallurgy industry.

Comparison between MIM and precision casting:
Die casting and precision casting can form parts with three-dimensional complex shapes, but die casting is limited to low melting point metals, while precision casting (IC) is limited to high melting point metals and non-ferrous metals such as alloy steel, stainless steel, and high temperature alloys. It is powerless for refractory alloys such as cemented carbide, high-density alloys, and metal ceramics. This is the essential limitation of precision casting IC, and precision casting IC is very difficult or impractical for the production of very small, thin, and large quantities of parts. The industrialization of precision casting IC is mature, and its development potential is limited. MIM is an emerging process that will squeeze into the market of precision casting IC large quantities of small parts.
Comparison between MIM and traditional machining:
MIM technology makes up for the technical deficiencies or inability to produce traditional machining methods. It does not only compete with traditional machining methods. MIM technology can play its strengths in the field of parts that cannot be produced by traditional machining methods.
From the analysis of the process essence of MIM, it is currently the most suitable process for mass production of high-melting-point materials, high-strength, and complex-shaped parts. Its advantages can be summarized as follows:
(1) MIM can form various metal parts with complex three-dimensional shapes (as long as the material can be made into fine powder). The density and performance of each part of the part are consistent, that is, isotropic. It provides greater freedom for part design.
(2) MIM can produce parts that are close to the final shape to the maximum extent, with high dimensional accuracy.
(3) Even in solid-phase sintering, the relative density of MIM products can reach more than 95%, and its performance is comparable to that of forged materials. In particular, the dynamic performance is excellent.
(4) The price of automatic molding machines for powder metallurgy (PM) is several times higher than that of injection molding machines. MIM can conveniently use a multi-cavity mold with high molding efficiency, long mold life, and convenient and quick mold replacement and adjustment.
(5) The injection material can be reused repeatedly, and the material utilization rate is over 98%.
(6) Fast product turnaround. The production flexibility is large, and the time from design to production of new products is short.
(7) MIM is particularly suitable for mass production and has good product performance consistency. If the parts produced are properly selected and the quantity is large, higher economic benefits can be achieved.
(8) MIM has a wide range of materials and a wide range of applications. The materials that can be used for injection molding are very wide, such as carbon steel, alloy steel, tool steel, refractory alloy, cemented carbide, high-density alloy, etc.











Share:
Micro Metal Injection Molding for Electronic Products
The Main Process of Stainless Steel Powder Metallurgy Processing