When "close enough" isn’t an option, traditional manufacturing often hits a wall. One medical device manufacturer learned this the hard way when their 0.8mm forceps design resulted in a staggering 15% loss due to the inherent limits of die casting. At XY-Global, we thrive in this gap between complex design and flawless execution. By integrating instrument-based analysis with high-precision Metal Injection Molding (MIM), we transformed a failing production run into a high-yield success story—dropping scrap rates to 2% and setting a new benchmark for surgical-grade consistency. This case isn't just about MIM vs. die casting; it’s a masterclass in how tailored engineering turns high-stakes manufacturing challenges into a definitive competitive advantage.
Core Definitions: Metal Injection Molding (MIM) vs Die Casting
Before comparing the two processes, it’s essential to establish clear, authoritative definitions. Both metal injection molding and die casting are net-shape or near-net-shape manufacturing methods, meaning they produce components with minimal post-processing, but they differ fundamentally in material handling, process mechanics, and application scope.

What is Metal Injection Molding (MIM)?
Metal injection molding (MIM) is a hybrid process that combines plastic injection molding’s versatility with metal’s structural integrity. The process involves mixing fine metal powders (typically 5-20 microns) with a thermoplastic binder to create a “feedstock,” which is then injected into a mold cavity under high pressure. After molding, the binder is removed (via debinding) and the component is sintered at high temperatures to densify the metal, resulting in a part with properties comparable to wrought metal. MIM excels at producing small, complex components with tight tolerances, making it a preferred choice for industries like aerospace, medical devices, and electronics.
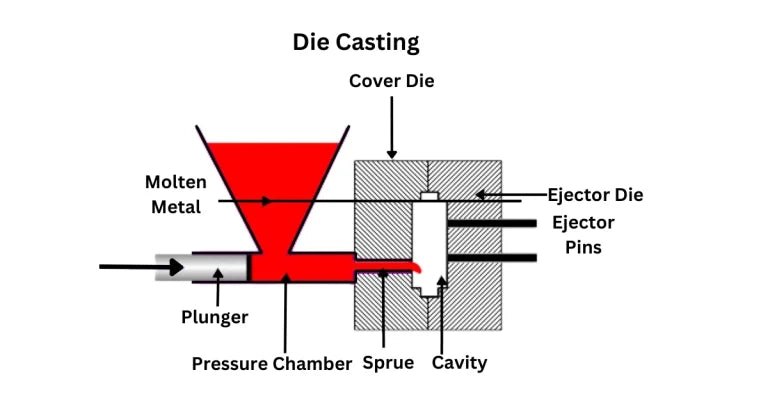
What is Die Casting?
Die casting is a metal casting process that involves forcing molten metal (usually non-ferrous metals like aluminum, zinc, or magnesium) into a reusable steel mold (die) under high pressure and velocity. The molten metal cools and solidifies rapidly in the die, producing a high-precision component. Die casting is ideal for high-volume production of medium to large components with consistent dimensions, and it’s widely used in automotive, consumer electronics, and industrial equipment manufacturing. Two primary die casting methods exist: hot chamber (for low-melting-point metals like zinc) and cold chamber (for high-melting-point metals like aluminum).

Key Comparison: Metal Injection Molding vs Die Casting
To help business decision-makers evaluate which process best fits their project needs, we’ve compiled a detailed comparison of core attributes, including material compatibility, design flexibility, cost structure, and production efficiency. This section integrates critical data points and practical considerations to support informed procurement and manufacturing partner selection.
1. Material Compatibility
Material selection is a foundational factor in choosing between metal injection molding and die casting, as each process has distinct limitations and strengths in this area. Understanding which metals are compatible with each method is essential for ensuring component performance and manufacturing feasibility.
Metal Injection Molding (MIM) Materials
-
Ferrous metals: Stainless steel (316L, 304L), carbon steel, alloy steel (e.g., 4140)
-
Non-ferrous metals: Titanium, copper, nickel alloys (Inconel, Hastelloy), precious metals (gold, silver)
-
Key advantage: MIM supports a broader range of high-performance metals, including those with high melting points and excellent corrosion or heat resistance—critical for demanding applications like aerospace and medical devices.
Die Casting Materials
-
Primary metals: Aluminum, zinc, magnesium (all non-ferrous with low to moderate melting points)
-
Limitations: Die casting is not suitable for ferrous metals (e.g., steel, iron) due to their high melting points, which would damage the steel die and increase production costs prohibitively.
-
Key advantage: Non-ferrous die casting metals offer excellent thermal conductivity, lightweight properties, and cost-effectiveness for high-volume consumer and automotive components.
2. Design Flexibility & Tolerances
For businesses developing complex components, design flexibility and dimensional accuracy are non-negotiable. The ability to produce intricate geometries without excessive post-processing directly impacts cost and time-to-market. Below is a detailed comparison of metal injection molding vs die casting in this critical area.
|
Attribute
|
Metal Injection Molding (MIM)
|
Die Casting
|
|---|---|---|
|
Minimum Part Size
|
0.1g to 500g (ideal for small, micro-components)
|
10g to 100kg+ (better for medium to large parts)
|
|
Intricate Features
|
Supports complex geometries: undercuts, thin walls (0.2-0.5mm), internal channels, and fine details (e.g., threaded holes, logos)
|
Limited by die design: undercuts require complex, expensive slides; thin walls (1-2mm for aluminum) are possible but may cause defects
|
|
Dimensional Tolerances
|
Tight tolerances: ±0.005mm per mm (up to ±0.1mm for larger parts); minimal post-processing needed
|
Good tolerances: ±0.01mm per mm (up to ±0.2mm for larger parts); may require machining for critical features
|
|
Surface Finish
|
Smooth surface (Ra 0.8-3.2 μm) after sintering; can be polished to mirror finish
|
Smooth surface (Ra 1.6-6.3 μm) as-cast; may have die marks requiring finishing
|
XY-Global’s DFM Support Difference: Regardless of whether your project uses MIM or die casting, XY-Global’s DFM (Design for Manufacturability) Support ensures your design is optimized for the chosen process from the start. Unlike standard manufacturers that merely follow drawings, our engineering team provides proactive feedback on design tweaks to enhance feasibility, reduce costs, and improve tolerances. For example, in MIM projects, we may suggest adjusting wall thickness to avoid sintering defects; for die casting, we can optimize gating design to prevent porosity. This early intervention aligns with our commitment to reducing time and cost through collaborative engineering.
3. Cost Structure: Tooling, Production & Total Cost of Ownership
For business decision-makers, cost is a primary driver—but TCO (total cost of ownership) depends on more than upfront tooling prices. It hinges on scrap rates, rework, and long-term part reliability. The laparoscopic forceps jaw case illustrates this: the traditional die casting partner’s 15% scrap rate added $30,000 in unnecessary material and labor costs for 50,000 units. Below is a data-backed breakdown of cost considerations for metal injection molding vs die casting, and how XY-Global’s processes reduce these hidden expenses.
Tooling Costs
-
Metal Injection Molding (MIM): Tooling costs are moderate to high ($5,000-$50,000+). MIM tools are similar to plastic injection molding tools, with complexity increasing costs (e.g., multi-cavity tools for high volume). However, MIM’s ability to produce complex parts in one step reduces the need for additional tooling (e.g., for machining).
-
Die Casting: Tooling costs are high to very high ($10,000-$100,000+). Die casting dies are made from hardened steel to withstand high temperatures and pressures, and complex designs (e.g., with slides for undercuts) significantly increase tooling complexity and cost. Hot chamber dies (for zinc) are generally less expensive than cold chamber dies (for aluminum).
Production Costs
-
Metal Injection Molding (MIM): Unit costs are high for low volume (due to feedstock and debinding/sintering steps) but decrease significantly for high volume (10,000+ parts). Sintering requires specialized equipment and energy, but minimal post-processing offsets these costs.
-
Die Casting: Unit costs are low for high volume (100,000+ parts) due to fast cycle times (10-60 seconds per part). However, low-volume production is cost-prohibitive due to high tooling amortization. Post-processing (e.g., machining, trimming) may add to unit costs for critical components.
XY-Global’s Cost-Saving Engineering Intervention: XY-Global’s mold flow analysis was pivotal in fixing the laparoscopic forceps jaw issue. Unlike the original partner, who relied on manual die design and experience-based adjustments, we used advanced simulation software to visualize how MIM feedstock would fill the mold cavity. The analysis revealed that the original die casting gating design caused uneven flow—leading to thin-wall defects. We optimized the MIM mold’s gating and venting system upfront, eliminating air traps and shrinkage. Our process uses three key instruments: a laser particle size analyzer to verify feedstock consistency, a mold flow simulator to predict filling behavior, and a coordinate measuring machine (CMM) to validate tolerances post-sintering. This instrument-driven approach contrasts with traditional manufacturers, who often rely on trial-and-error and manual inspections. Our detailed simulation reports—shared with the client during the design phase—also provided full transparency, addressing their concern about production predictability. This data-driven collaboration is standard for all our projects, building trust with global clients who require consistent, compliant components for medical, semiconductor, and optics applications.
Total Cost of Ownership (TCO) Summary
MIM is more cost-effective for low to medium volume (1,000-100,000 parts) of small, complex components, where tooling costs are offset by minimal post-processing. Die casting is superior for high volume (100,000+ parts) of medium to large non-ferrous components, where low unit costs and fast cycle times drive TCO down. XY-Global’s early engineering involvement ensures that TCO is optimized regardless of the process, with mold flow analysis and DFM support reducing hidden costs associated with defects and rework.
4. Production Efficiency & Lead Times
In today’s fast-paced market, production speed and lead time directly impact competitive advantage. Businesses need to understand how metal injection molding vs die casting perform in terms of cycle times, setup time, and scalability.
Cycle Times
-
Metal Injection Molding (MIM): Longer cycle times (1-5 minutes per part) due to the debinding and sintering steps. Sintering batches can take several hours, but multi-cavity tools can increase throughput for high-volume production.
-
Die Casting: Fast cycle times (10-60 seconds per part) due to the direct injection of molten metal and rapid cooling. Cold chamber die casting (aluminum) has slightly longer cycles than hot chamber (zinc), but both are significantly faster than MIM.
Lead Times & NPI Support
New Product Introduction (NPI) is a critical phase where speed and flexibility can make or break a project. XY-Global’s NPI Support and Tooling Production Schedule capabilities address the unique challenges of both MIM and die casting NPI processes.
-
Metal Injection MIM NPI: Tooling lead time is 4-8 weeks (shorter than die casting). However, feedstock development and sintering process optimization can add time. XY-Global’s NPI support accelerates this phase by leveraging our material database and pre-validated sintering parameters, enabling rapid iteration of prototypes and production-ready parts. We provide a clear Tooling Production Schedule, with weekly updates to ensure alignment with client timelines.
-
Die Casting NPI: Tooling lead time is 8-16 weeks (longer due to die complexity). The high cost of tooling makes iteration risky for standard manufacturers. XY-Global’s early involvement (via mold flow analysis and DFM) reduces the need for tooling modifications, while our NPI support streamlines the testing and validation process. Our Tooling Production Schedule includes milestone tracking for die design, fabrication, and trial runs, ensuring that delays are minimized. As we emphasize: the faster a product iterates during NPI, the stronger the competitive advantage—and our engineering team is structured to enable rapid feedback and adjustments.
For high-volume production, die casting’s faster cycle times make it more efficient. However, XY-Global’s NPI and tooling schedule management ensure that both MIM and die casting projects meet tight launch deadlines, with minimal rework and maximum scalability.
5. Mechanical Properties & Application Suitability
The mechanical performance of components (e.g., strength, ductility, corrosion resistance) determines their suitability for specific applications. Below is a comparison of metal injection molding vs die casting in terms of mechanical properties, followed by industry-specific use cases.
Mechanical Properties
|
Property
|
Metal Injection Molding (MIM)
|
Die Casting
|
|---|---|---|
|
Density
|
95-99% of theoretical density (highly dense after sintering)
|
90-98% of theoretical density (may have porosity from trapped gas)
|
|
Tensile Strength
|
High (e.g., 316L stainless steel: 500-600 MPa)
|
Moderate to high (e.g., aluminum die casting: 200-300 MPa; zinc: 100-200 MPa)
|
|
Corrosion Resistance
|
Excellent (supports stainless steel, titanium, and nickel alloys)
|
Good for non-ferrous metals (e.g., aluminum with anodization; zinc with plating)
|
|
Thermal Conductivity
|
Moderate (depends on metal; stainless steel has low thermal conductivity)
|
Excellent (aluminum and zinc are top performers for heat dissipation)
|
Ideal Applications by Industry
Metal Injection Molding (MIM) Applications
-
Medical Devices: Laparoscopic forceps jaws (0.8mm thin walls, biocompatibility), orthopedic implant components (titanium, tight tolerances), dental fixtures (precision fit)
-
Semiconductor: Test socket pins (corrosion-resistant, micro-dimensions), wafer handling components (cleanroom-compatible materials)
-
Optics: Lens mounting brackets (low thermal expansion, dimensional stability)
Die Casting Applications
-
Medical Devices: Diagnostic equipment housings (lightweight aluminum, EMI shielding), surgical tool handles (zinc alloy, impact resistance)
-
Communications: 5G base station filter housings (aluminum, thermal conductivity), fiber optic adapter bodies (dimensional consistency)
-
Optics: Photonic device enclosures (magnesium, lightweight, stable geometry)
How to Choose Between Metal Injection Molding and Die Casting for Your Project
Choosing the right process depends on your project’s specific requirements. Use the following decision framework to evaluate metal injection molding vs die casting, and consider how XY-Global’s engineering services can enhance either process:
Key Decision Factors
-
Material Requirements: If you need ferrous metals, high-performance alloys, or biocompatible materials, MIM is the only option. If non-ferrous metals (aluminum, zinc, magnesium) are sufficient, die casting may be more cost-effective for high volume.
-
Part Size & Complexity: For small, complex parts (≤500g) with undercuts, thin walls, or fine details, MIM is ideal. For medium to large parts (≥10g) with simple to moderate geometry, die casting is better.
-
Production Volume: For low to medium volume (1,000-100,000 parts), MIM offers lower TCO. For high volume (100,000+ parts), die casting’s fast cycle times and low unit costs are advantageous.
-
Cost & Lead Time: If you have a tight NPI timeline, MIM’s shorter tooling lead time (4-8 weeks) may be preferable. For long-term high-volume production, die casting’s lower unit costs justify higher upfront tooling investment.
-
Mechanical & Performance Needs: If you need high density, strength, or corrosion resistance (e.g., aerospace, medical), MIM is better. If thermal conductivity and lightweight properties are critical (e.g., automotive, electronics), die casting is optimal.
The XY-Global Advantage: Engineering Excellence for Both Processes
Regardless of whether you choose metal injection molding or die casting, XY-Global’s suite of engineering services ensures that your project is optimized for success from concept to production. Our differentiators include:
-
Instrument-Driven Mold Flow Analysis: We use laser particle size analyzers, mold flow simulators, and CMMs to optimize designs upfront—no trial-and-error. For example, we resolved a semiconductor test socket component’s porosity issue by simulating feedstock flow, reducing scrap from 12% to 1.5%.
-
Structured DFM Support: Our engineers (average 15+ years in medical/semiconductor/optics manufacturing) follow a 4-step DFM process: 1) Material compatibility assessment, 2) Geometry feasibility analysis, 3) Mold flow simulation, 4) Tolerance validation. This contrasts with traditional manufacturers, who often provide generic feedback based on experience.
-
End-to-End Quality Control: Pre-production: Material certification (e.g., biocompatibility for medical parts). Production: In-line CMM inspections every 100 units. Post-production: Final corrosion resistance testing (per ASTM standards) and batch traceability documentation. Our NPI support includes weekly milestone reports, ensuring clients stay informed on tooling progress and prototype iterations.
-
Tailored Industry Expertise: We specialize in medical (ISO 13485 certified), and optics (low-thermal-expansion materials) applications. This focus means we understand industry-specific requirements—such as biocompatibility for medical parts or particle contamination control for semiconductor components—that general manufacturers often miss.
Conclusion: Metal Injection Molding vs Die Casting—Making the Right Choice for Your Business
Metal Injection Molding and Die Casting serve distinct needs: MIM for small, complex, high-performance parts; Die Casting for medium-to-large, high-volume non-ferrous components. However, the process is only as reliable as the engineering behind it. Don’t leave your production yields to chance. In fields where precision is non-negotiable—be it medical, optics, or semiconductors—you need more than a manufacturer; you need a partner who delivers outcomes through proactive engineering intervention.
At XY-Global, we replace guesswork with data-backed certainty. By integrating instrument-based analysis and structured DFM and NPI support, we optimize your design upfront to eliminate costly defects before they happen.
Ready to optimize your next component? Whether you’re evaluating MIM vs. Die Casting for a new project or looking to refine an existing production line, our team of engineering experts is ready to turn your technical challenges into a definitive competitive advantage.
Contact XY-Global Today — Let’s drive your business forward.











Share:
Why Medical Grade Ceramic Matters: Technical Ceramics, Precision Machining, and Injection Molding Explained
The Ultimate Guide to Powder Metal Gears: Engineering Excellence Through Production Consistency