Casting is a process of melting metal into a liquid that meets certain requirements and pouring it into a mold, cooling, solidifying, and cleaning to obtain a casting with a predetermined shape, size, and performance.
Historical Development of Casting
Casting is an ancient manufacturing method that can be traced back to 6,000 years ago in my country. With the development of industrial technology, the quality of large castings directly affects the quality of products. Therefore, casting occupies an important position in the machinery manufacturing industry. The development of casting technology is also very rapid, especially in the late 19th century and the first half of the 20th century, when many new casting methods appeared, such as low-pressure casting, ceramic casting, continuous casting, etc., which were improved and put into practical use in the second half of the 20th century.

Due to the current requirements for casting quality, casting accuracy, casting cost, and casting automation, casting technology is developing in the direction of precision, large-scale, high-quality, automation, and cleanliness. For example, my country has developed rapidly in precision casting technology, continuous casting technology, special casting technology, casting automation, and casting molding simulation technology in recent years.
Casting characteristics:

1. Casting raw materials are widely available and the production cost is low. Compared with other forming processes, casting has obvious advantages.
2. Casting is a metal liquid forming process, so it can produce very complex shapes, especially blanks or parts of various sizes with complex inner cavities.
3. The size, weight and production batch of castings are not restricted and are relatively flexible.
4. The production cost is low, resources are saved, and the material utilization rate is high, so it is widely used.
5. The mechanical properties of castings are not as good as forgings with the same chemical composition.
6. Due to the many production processes and high material input in casting, the quality of castings is not stable enough and the scrap rate is relatively high when the control is not good.
7. The working conditions are also poor.
Advantages and disadvantages of casting
Advantages:
1) It can produce blanks with complex shapes, especially parts with complex inner cavities, such as various boxes, beds, racks, etc.
2) Casting production has wide adaptability and great process flexibility. All metal materials commonly used in industry can be used for casting. The weight of castings can range from a few grams to hundreds of tons, and the wall thickness can range from 0.5mm to about 1m.
3) Most of the raw materials for casting are widely available, inexpensive, and can directly use waste parts, so the cost of castings is low.
Disadvantages:
1) The casting structure is loose and the grains are coarse, and it is easy to produce shrinkage holes, shrinkage, pores and other defects inside. Therefore, the mechanical properties of castings, especially the impact toughness
are lower than those of forgings of the same material.
2) The quality of castings is not stable enough.
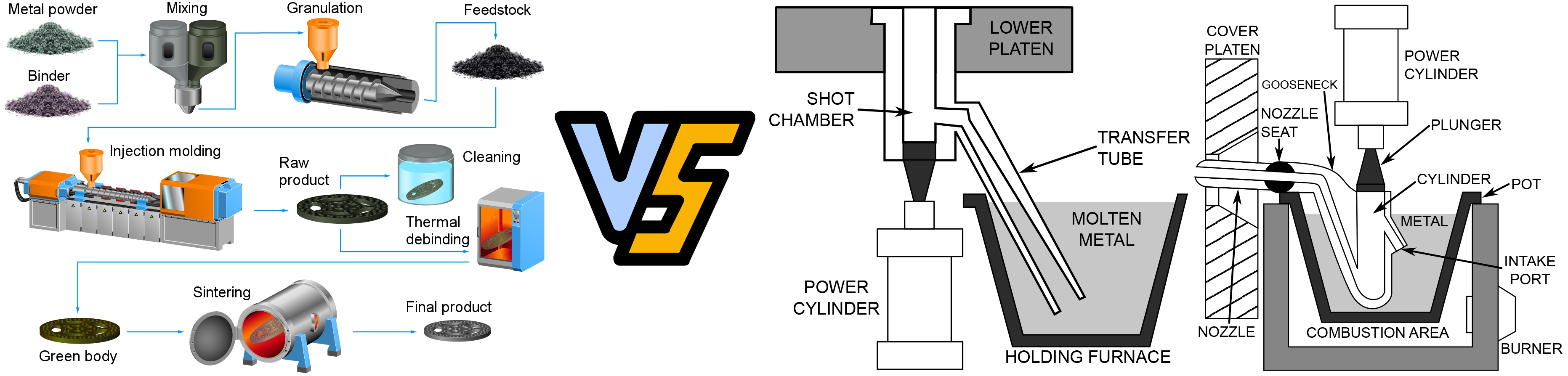
Comparison between powder metallurgy and casting
They are both a molding technology for a material, and the difference is similar to the difference between cast iron and ceramics. Casting is the use of the phase change of materials from liquid to solid for molding; powder metallurgy is the use of low melting point materials between solid particles to achieve molding.
Casting has completely melted metal, while powder metallurgy does not (only part of the material is melted). The casting mold is much larger than the powder metallurgy mold, and the cost is several to ten times that of it. Powder metallurgy is a process technology for making metal or using metal powder (or a mixture of metal powder and non-metallic powder) as raw material, forming and sintering, to manufacture metal materials, composites and various types of products. The essence of casting is to fill the die casting (die casting mold) cavity with liquid or semi-liquid metal at a high speed, and to form and solidify under pressure to obtain castings. The difference between the two is the different metal states of the molded metal and the different temperature control methods after the material fills the cavity.
Powder metallurgy Powder metallurgy is targeted, that is, most refractory metals and their compounds, pseudoalloys, and porous materials can only be manufactured by powder metallurgy.
Powder metallurgy materials have high utilization rate and high production efficiency. Because the pressed blanks are often pressed into the final size of the parts, no or little subsequent machining is required. Usually, when products are produced by powder metallurgy, the metal loss is only 1%-5%, while the loss may reach 80% when using general melting and casting methods.
Powder metallurgy has the potential to produce high-purity materials. Because the powder metallurgy process is different from the melting and casting method, no dirt will be brought to the material during the material production process. At the same time, the powder metallurgy process itself is relatively simple and easy to operate.
Process comparison
Basic process of powder metallurgy
The powder can be pure metal or alloy, non-metal, metal compound and other various compounds. The second step is to use a specific forming method to make the powder obtained in the first step into the required shape of the billet according to the actual conditions. The forming methods include simple pressing, isostatic pressing, rolling, extrusion, explosive forming, etc. The last step is the sintering of the billet. Sintering is carried out at a temperature below the melting point of the main component of the material so that the material and the product have the final physical, chemical and mechanical properties.
Casting process
The main casting process includes: metal smelting, model making, pouring solidification and demolding cleaning, etc.
Differences between powder metallurgy and metal liquid molding

Powder metallurgy: P.M; Fusion metallurgy: F.M
◆Different product composition and structure
The composition of the final product of P.M remains unchanged, but the powder is consolidated together;
The organizational structure of the final product of F.M changes, for example: it starts with two metals and ends with an alloy.
◆Different product performance
P.M can produce products with special performance, for example: high melting point metals, porous materials, friction
materials,
magnetic or electrical performance materials;
F.M can only produce ordinary products.
◆Production process comparison
P.M process
a. Traditional method: metal → chemical method, physical method, mechanical method → powder of different shapes and particle sizes → mixing → pressing → sintering → product → post-processing
b. Advanced technology: hot consolidation - pressing and sintering at the same time (hot pressing, hot extrusion, hot isostatic pressing, forging, etc.)
F.M process
Metal → smelting into ingots → rolling, stretching, extrusion, forging, machining → wire, bar profiles and other products of different shapes and properties
Share:
CNC Machining for the Medical Industry: Precision Meets Innovation
Metal Powder Manufacturing and 3D Printing