En los entornos extremos de la industria aeroespacial y el mundo de alta precisión de los implantes médicos, unas pocas micras de variación de densidad pueden significar la diferencia entre una vida útil de rendimiento y un fallo estructural catastrófico. Aunque el prensado uniaxial en matriz tradicional ha servido a la industria durante décadas, a menudo deja "centros blandos" ocultos y tensiones internas. El Prensado Isostático en Frío (PIF) elimina estas vulnerabilidades aplicando una fuerza omnidireccional, asegurando una uniformidad de densidad del 100% en geometrías complejas, lo que lo convierte en la elección innegociable para la ingeniería de materiales del siglo XXI.
Como proceso principal de pulvimetalurgia y conformado cerámico, el prensado isostático en frío ofrece la capacidad única de crear componentes de alta integridad y casi de forma neta que cumplen con los estándares de seguridad más estrictos del mundo. En esta inmersión profunda, exploramos la mecánica de la tecnología PIF, sus ventajas comparativas y su papel transformador en la industria moderna.
1. Definición de Prensado Isostático en Frío: La Física de la Uniformidad
El Prensado Isostático en Frío (PIF) es una técnica de procesamiento de materiales que aplica presión equitativa desde todas las direcciones a un material en polvo contenido dentro de un molde flexible. Al utilizar un medio líquido (típicamente agua o aceite), el proceso aprovecha la Ley de Pascal para asegurar que cada milímetro cuadrado de la superficie de la pieza reciba una fuerza idéntica.
A diferencia del prensado mecánico, que está limitado por la fricción entre el polvo y las paredes de la matriz de acero, el prensado isostático elimina los gradientes de densidad. El resultado es un compacto "en verde" con una estructura interna perfectamente uniforme, listo para el sinterizado o el mecanizado de alta precisión.
2. El proceso PIF: ingeniería de precisión paso a paso
Para entender cómo funciona la tecnología de prensado isostático en frío en un entorno de producción, debemos analizar el ciclo de cuatro etapas:
-
Carga de polvo: Se cargan polvos metálicos o cerámicos de alta pureza en un molde elastomérico (caucho o uretano).
-
Sellado e inmersión: El molde se sella herméticamente para evitar la entrada de fluidos y se coloca en un recipiente de alta presión.
-
Presurización: El fluido se presuriza, a menudo alcanzando los 60.000 psi (400 MPa). El polvo se comprime en una masa sólida.
-
Descompresión: La presión se libera gradualmente para evitar un "choque de descompresión" que podría agrietar la pieza.

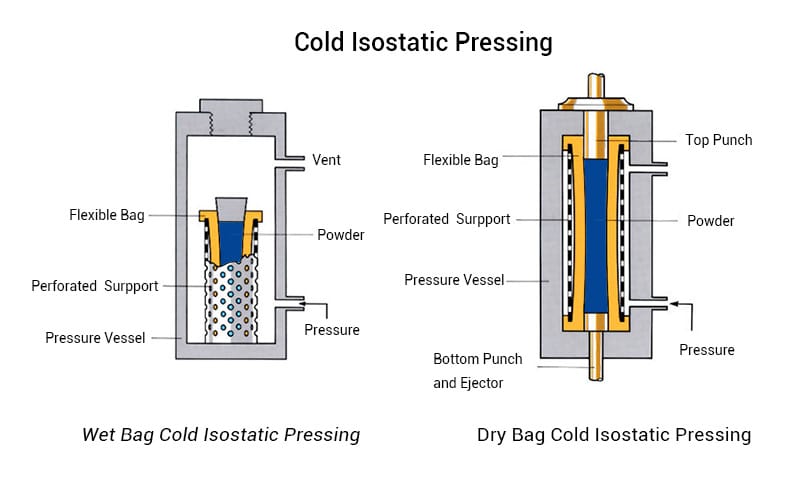
3. Comparación de tecnologías: PIF de bolsa húmeda vs. PIF de bolsa seca
Dependiendo de si el objetivo es el prototipado o la producción en masa, los ingenieros eligen entre dos métodos principales de prensado isostático:
| Característica | PIF de Bolsa Húmeda | PIF de Bolsa Seca |
| Herramientas | Moldes flexibles y extraíbles | Moldes fijados dentro del recipiente |
| Complejidad de la pieza | Extremadamente alta (formas 3D complejas) | Moderada (formas simétricas) |
| Tiempo de ciclo | Más largo (manipulación manual) | Más corto (altamente automatizado) |
| Volumen | Bajo a medio (por lotes) | Alto (continuo) |
| Producto típico | Grandes palanquillas aeroespaciales | Aisladores de bujías, tubos |
4. Beneficios clave de rendimiento: Por qué los ingenieros eligen el PIF
La adopción de los servicios de prensado isostático en frío se basa en varios factores críticos de rendimiento:
-
Cero gradientes de densidad: Elimina los "centros blandos" comunes en el prensado tradicional, lo que conduce a una contracción predecible durante el sinterizado.
-
Capacidad de forma casi neta: Reduce el desperdicio de material y el tiempo de post-procesamiento, lo cual es vital para materiales costosos como el titanio o el tungsteno.
-
Grandes relaciones de aspecto: El PIF puede producir piezas con una relación longitud-diámetro que excede con creces lo posible con las prensas mecánicas.
-
Mayor resistencia en verde: Los componentes son lo suficientemente robustos como para ser mecanizados por CNC antes de la cocción, lo que reduce significativamente el riesgo de fractura frágil.

5. El PIF en acción: Aeroespacial y Defensa
En el sector aeroespacial, la compactación isostática en frío es innegociable para componentes que soportan estrés térmico y mecánico extremos.
-
Toberas de cohetes y conos de nariz: Utilizando metales refractarios como el tungsteno y el molibdeno, el PIF permite la creación de piezas masivas de alta densidad que pueden soportar el calor de la reentrada.
-
Álabes de turbinas: Al asegurar una densidad uniforme en el estado "en verde", el PIF previene la formación de vacíos internos que podrían llevar a una falla catastrófica a altas RPM.
-
Lingotes de titanio: El PIF es a menudo el primer paso en la creación de aleaciones de titanio de alta pureza utilizadas para componentes estructurales de fuselajes.
6. PIF en acción: Implantes médicos y biocerámicas
La industria médica exige una fiabilidad del 100%. Los componentes cerámicos médicos producidos mediante PIF se han convertido en el estándar de oro para implantes a largo plazo.
-
Reemplazos articulares: Las cabezas de cadera y los insertos de rodilla de cerámica requieren una uniformidad absoluta para prevenir el desgaste. El PIF asegura que la Alúmina Reforzada con Zirconia (ZTA) tenga la tenacidad a la fractura necesaria para una vida útil de 20 años.
-
Implantes dentales: Las coronas y puentes de Zirconia se forman utilizando PIF para lograr la translucidez de los dientes naturales mientras se mantiene la resistencia del acero.
-
Instrumentos quirúrgicos: Los mangos y componentes de bisturís cerámicos de alta dureza se moldean mediante prensado isostático para una durabilidad superior.
7. Análisis comparativo: PIF vs. PIC
Un punto común de confusión es la diferencia entre el Prensado Isostático en Frío (PIF) y el Prensado Isostático en Caliente (PIC). Aunque comparten la misma física, sus roles en el embudo de fabricación son diferentes.
-
PIF (Frío): Se utiliza principalmente para dar forma y conformar polvo en un cuerpo verde sólido. Ocurre a temperatura ambiente.
-
PIC (Caliente): Se utiliza para densificar piezas existentes o eliminar la porosidad interna en fundiciones. Ocurre a altas temperaturas (hasta 2000 °C) utilizando gas.
Visión estratégica: La mayoría de las piezas aeroespaciales de alta gama se someten a PIF para darles forma, seguido de sinterización y, finalmente, PIC para una densidad teórica del 100%.

8. Versatilidad de los materiales en el prensado isostático
La tecnología de prensado isostático en frío es compatible con una amplia gama de materiales técnicos:
-
Cerámicas: Alúmina, Zirconia, Carburo de Silicio, Hidroxiapatita.
-
Metales: Titanio, Acero Inoxidable, Tungsteno, Stellite.
-
Compuestos: Compuestos de carbono-carbono y formas especializadas de PTFE (Teflón).
9. La ventaja ecológica: Por qué el PIF es una opción de fabricación sostenible
En la economía circular actual, el prensado isostático en frío es una piedra angular de la fabricación sostenible:
- Casi cero residuos de material: Como proceso de "forma casi neta", el PIF utiliza solo la cantidad precisa de polvo necesaria. A diferencia del mecanizado sustractivo, que puede desperdiciar hasta el 70% de una palanquilla de titanio en bruto, el PIF minimiza los residuos.
- Eficiencia energética: Debido a que el PIF opera a temperatura ambiente, su huella energética es significativamente menor que la de los procesos térmicos como la fundición o el prensado isostático en caliente (HIP).
- Reciclabilidad del polvo: El exceso de polvo puede recuperarse y reutilizarse, creando un sistema de producción de circuito cerrado.
- Eliminación de lubricantes tóxicos: El PIF a menudo utiliza agua reciclada como medio de presión, eliminando la necesidad de los lubricantes químicos agresivos utilizados en el prensado tradicional en matriz.
10. Preguntas Frecuentes (FAQ)
¿Cuál es el tamaño máximo para piezas PIF?
Los recipientes a presión pueden tener varios metros de diámetro, lo que permite la producción de tubos cerámicos macizos o grandes lingotes de metal que pesan varias toneladas.
¿Es costoso el utillaje?
En comparación con el coste de matrices de acero de varios millones de dólares para el prensado uniaxial, los moldes elastoméricos flexibles utilizados en el prensado isostático en frío son muy rentables, especialmente para proyectos de bajo volumen o complejos.
¿Cómo afecta el PIF al acabado superficial final?
Dado que el molde es flexible, la superficie de una pieza PIF suele ser ligeramente texturizada. Sin embargo, debido a que la resistencia en verde es alta, la pieza se puede mecanizar fácilmente para obtener un acabado liso antes de que entre en el horno.
11. Conclusión: El valor estratégico del PIF
A medida que avanzamos hacia un futuro de atención médica individualizada y viajes aeroespaciales más eficientes, el papel del Prensado Isostático en Frío (PIF) solo se expandirá. Al proporcionar un camino hacia materiales sin defectos y geometrías complejas, sigue siendo la columna vertebral de la ciencia de materiales avanzada.
Para ingenieros y compradores, elegir el socio adecuado en prensado isostático es más que solo presión; se trata de comprender la sinergia entre la química del polvo, el diseño del molde y el sinterizado final.











Compartir:
Cerámicas médicas vs. metales: por qué las biocerámicas son el nuevo estándar de oro para los implantes
Prensado de precisión de polvo metálico para la industria médica: excelencia certificada ISO 13485 para piezas biocompatibles