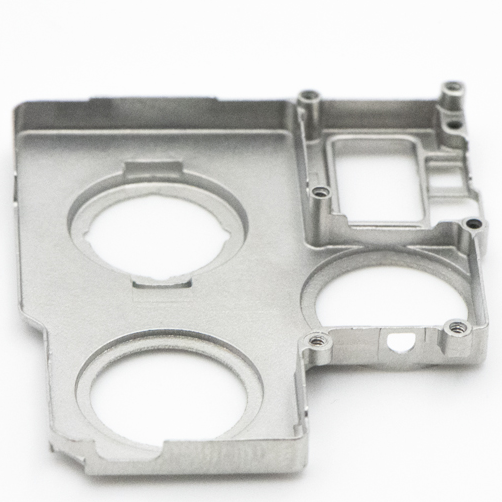












Piezas de moldeo por inyección de aleación de aluminio
El moldeo por inyección de metal (MIM) consiste en mezclar uniformemente polvo y aglutinante, luego granular la mezcla a través de un granulador y luego inyectarla en la cavidad del molde para generar la forma deseada. La masa fundida mezclada tiene buena fluidez después del calentamiento, lo que resulta beneficioso para el moldeo del producto durante la inyección y mantiene la uniformidad de la densidad del producto. Los productos formados también deben desengrasarse y luego colocarse en un horno de sinterización para su sinterización. Algunos productos también necesitan algún procesamiento posterior, como roscado, pulido y recubrimiento.
Sin embargo, si se utiliza aluminio surgen problemas, porque la capa de óxido que rodea las partículas de aluminio sólo puede eliminarse a temperaturas extremadamente altas. Al mismo tiempo, el punto de fusión del aluminio es relativamente bajo, lo que limita la temperatura máxima de sinterización. Por lo tanto, es imposible eliminar la capa de óxido del polvo de aluminio antes de que se derrita toda la pieza de metal.
El material aglutinante que une los polvos metálicos en la materia prima MIM también se elimina mediante tratamiento térmico, que solo ocurre cuando se aumenta la temperatura. Los rangos de temperatura superpuestos para la eliminación del aglutinante y la sinterización significan que si el aluminio se procesa utilizando las mismas técnicas que otros metales, los residuos del aglutinante se incorporarán a la pieza sinterizada.
Ahora se ha encontrado con éxito una solución a este problema. La clave es crear la atmósfera adecuada en el horno de sinterización. Generalmente se utiliza un entorno con bajo contenido de oxígeno para evitar la oxidación completa de los polvos metálicos. Por el contrario, para el aluminio es beneficiosa una atmósfera rica en oxígeno. Las partículas tienen una capa de óxido de aluminio muy gruesa que impide la oxidación completa de las partículas. Al mismo tiempo, el oxígeno ayuda a quemar el componente de carbono del material aglutinante.
Después del primer paso, la atmósfera de oxígeno se reemplaza por nitrógeno y la temperatura aumenta aún más. Con la ayuda adicional de magnesio, la capa de óxido de aluminio finalmente se destruye y reduce. Se produce una fase líquida y las partículas de aluminio se sinterizan para formar láminas de metal sólidas. Este método permite separar los dos pasos del procesamiento; la eliminación de residuos de carbón y la sinterización de partículas de aluminio, lo que permite completar ambos pasos en la primera ejecución.
El proceso de moldeo por inyección de polvo de aleación de aluminio puede crear formas complejas que son imposibles de lograr de otra manera o que requieren un esfuerzo significativo para lograrlas. El polvo de aluminio es relativamente barato, lo que significa que incluso los componentes grandes que cumplen con los estándares MIM se pueden producir a un costo razonable. Por tanto, en la producción a gran escala se espera un ahorro de material y peso de hasta un 50% respecto a la producción convencional.
Esta tecnología avanzada es adecuada para la producción de grandes cantidades de piezas complejas, incluidas algunas formas tridimensionales extremadamente complejas, y los productos producidos no requieren procesamiento mecánico o requieren solo una pequeña cantidad de procesamiento, lo que reduce los costos de producción y mejora la eficiencia de la producción. . Trabaja eficientemente.
Si tiene alguna pregunta, siempre puede contactarnos. Le responderemos lo antes posible, dentro de las 24 horas, los días hábiles y los fines de semana.
Atención al cliente
Su satisfacción es nuestra prioridad.
Ofrecemos soporte técnico integral de por vida y servicios de garantía .
Contáctenos
WhatsApp: +86 180 0255 3024
Correo electrónico: market@mim-supplier.com
Información de envío
Generalmente le enviamos muestras a través de DHL FedEx o UPS.
Las mercancías a granel se enviarán por mar para ahorrar costes de envío.
Preguntas frecuentes
¿Qué materiales proporcionas?
Ofrecemos una amplia gama de materiales para pulvimetalurgia.
MIM: acero inoxidable 304 316 420 17-4, aleaciones de titanio TC4 TA2, aleaciones de níquel-cromo-hierro AISI 310S
Proceso CIM: Zirconia, Alúmina, Nitruro de Silicio, Carburo de Silicio y Nitruro de Aluminio
Nuestro equipo de I+D puede desarrollar materiales personalizados para satisfacer los requisitos de su aplicación específica.