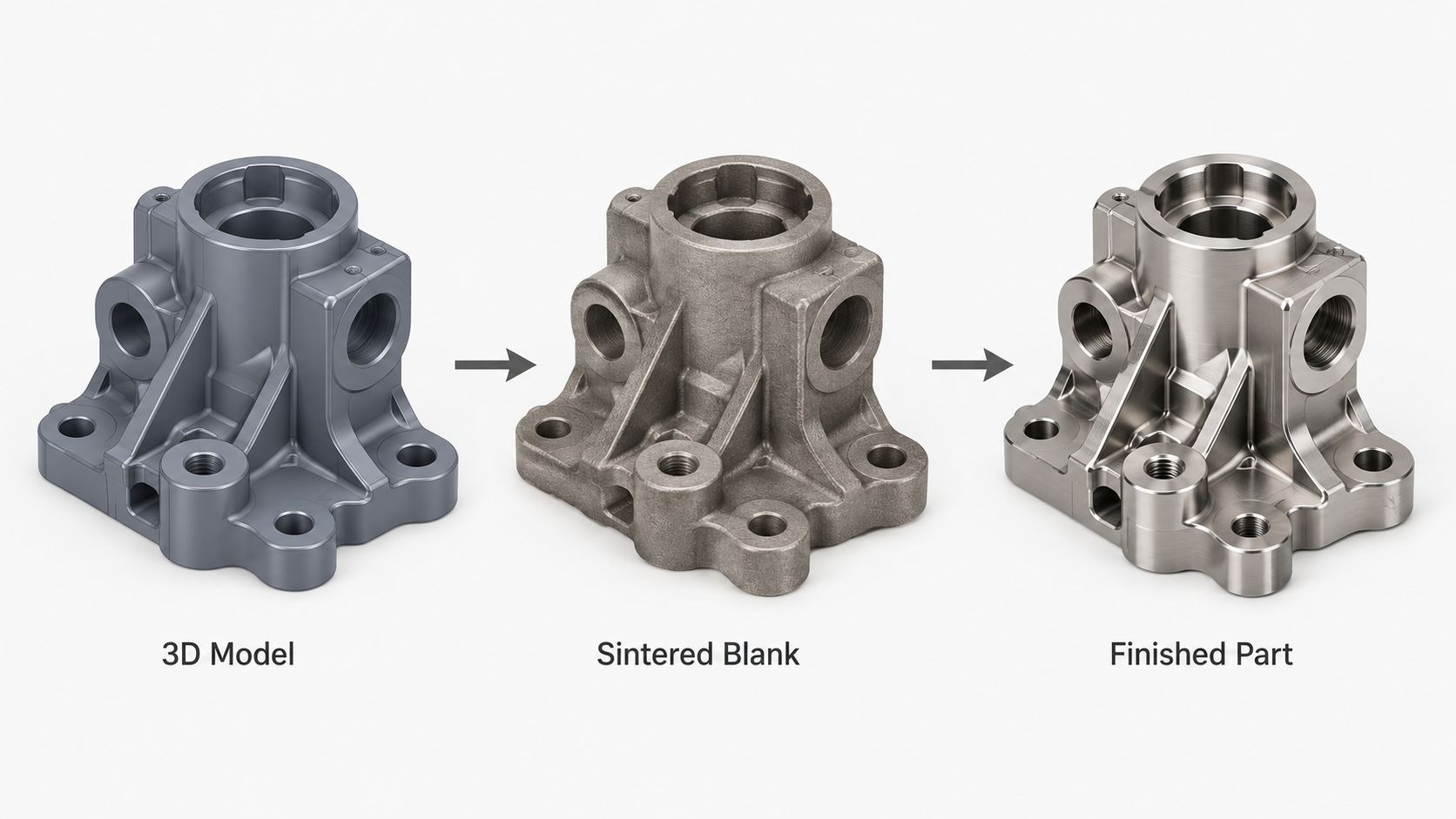
Спекание относится к процессу преобразования порошковых материалов в плотные тела, что является очень важным этапом в процессе производства твердого сплава. Процесс спекания твердого сплава можно разделить на четыре основных этапа: удаление формовочного агента и этап предварительного спекания; этап твердофазного спекания (800℃ — эвтектическая температура); этап жидкофазного спекания (эвтектическая температура — температура спекания); этап охлаждения (температура спекания — комнатная температура). Однако из-за сложности процесса спекания и суровых условий легко получить дефекты и снизить качество продукта, если не уделять им внимания. Распространенные дефекты спекания и причины их возникновения следующие:

1. Пилинг
Твердый сплав с дефектами отслаивания склонен к разрыву и рассыпанию. Основной причиной отслаивания является то, что контактное воздействие кобальта в прессовке заставляет углеродсодержащий газ разлагать в ней свободный углерод, что приводит к снижению локальной прочности прессовки, тем самым вызывая отслаивание.
2. Дырки
Под отверстиями понимаются поры размером более 40 мкм. Основными причинами образования отверстий являются: наличие в спеченном теле примесей, которые не смачиваются расплавленным металлом, или наличие серьезной сегрегации между твердой фазой и жидкой фазой, которые могут образовывать отверстия.
3. Волдыри
Пузыри приведут к образованию выпуклых криволинейных поверхностей на поверхности твердого сплава, тем самым снижая производительность продукта. Основными причинами образования пузырей являются: 1) Воздух собирается в спеченном теле. В процессе усадки при спекании спеченное тело появляется в жидкой фазе и уплотняется, что приведет к тому, что воздух не сможет выйти, и тогда пузыри будут образовываться на поверхности спеченного тела с наименьшим сопротивлением; 2) В спеченном теле происходит химическая реакция, которая генерирует большое количество газа. Газ концентрируется в спеченном теле, и пузыри образуются естественным образом.
4. Деформация
Распространенные явления деформации твердого сплава включают пузыри и вогнутости. Основными причинами деформации являются: неравномерное распределение плотности прессованного блока; серьезный локальный дефицит углерода в спеченном теле; необоснованная загрузка лодочки; неровная прокладка.
5. Черное сердце
Черная сердцевина относится к части с рыхлой структурой на изломе сплава. Основная причина образования черной сердцевины: слишком низкое или слишком высокое содержание углерода.

6. Трещины
Трещины являются обычным явлением в процессе спекания твердого сплава. Основные причины появления трещин:
(1) релаксация давления прессовки не проявляется немедленно после ее высыхания, а эластичность быстро восстанавливается во время спекания;
(2) при высыхании прессовка частично сильно окисляется, а тепловое расширение окисленной части отличается от теплового расширения неокисленной части.











Делиться:
Новая технология спекания: подготовка объемных металлических деталей за 30 секунд
Значение калибровки в порошковой металлургии