What is Metal Injection Molding Polishing?
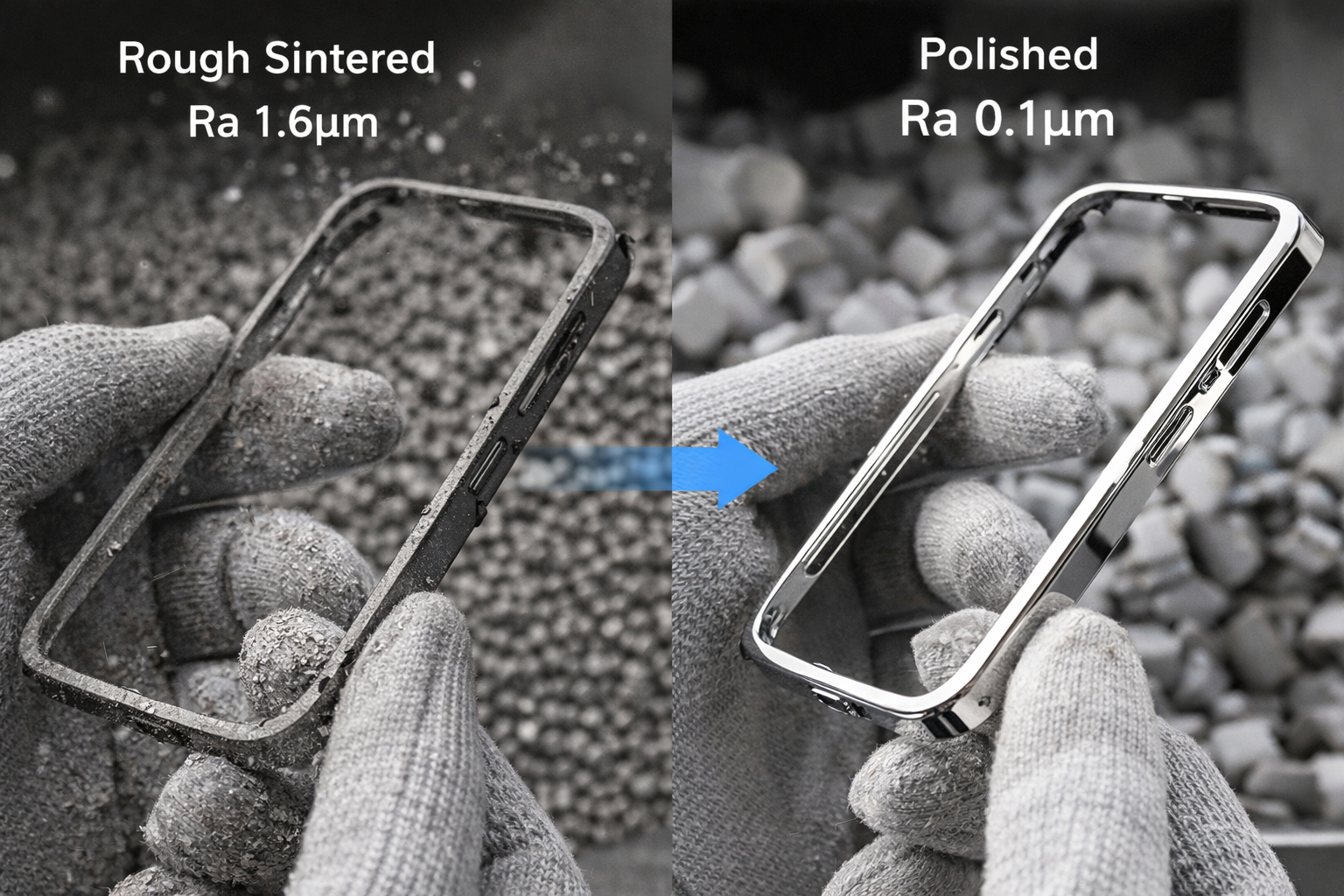
Metal Injection Molding (MIM) is a multi-stage process from feedstock preparation and injection molding to debinding and sintering, followed by post-processing. Metal injection molding polishing happens right after sintering. It is a secondary finishing stage designed to eliminate microscopic pores and shrinkage pits left behind by the furnace. Simply put, while molding gives the part its shape, polishing gives it its soul—turning an 'engineered component' into a 'consumer-grade' masterpiece.
According to internal data from leading factories, over 80% of MIM parts undergo some form of polishing, especially in the 3C electronics, horology, and medical sectors where even the slightest imperfection is a dealbreaker.
Why Is Polishing Essential for MIM Parts?
-
Visual & Tactile Upgrade: It removes pits, tool marks, and sharp edges, making the part safer and more comfortable to handle.
-
Functional Boost: It slashes the friction coefficient. For sliding components, this can effectively double the service life.
-
A Foundation for Further Coating: A smooth surface is essential for PVD coating, anodizing, or laser engraving. Without proper polishing, any surface defect will be amplified.

Common Materials for Metal Injection Molding Polishing
-
Stainless Steel (Over 60% of the market):
-
316L: The go-to for medical implants and TWS earbud cases. Polishing creates a lasting mirror luster and helps form a Cr₂O₃ passivation layer to fight corrosion.
-
17-4PH: A high-hardness (HRC 40-44) powerhouse used in aerospace connectors and watch buckles. Polishing can reduce friction by 25%.
-
-
Tool Steels & High-Hardness Alloys: Like M2 High-Speed Steel. Here, polishing focuses on mating surfaces to ensure smooth mechanical operation.
-
Titanium Alloys (Ti-6Al-4V): Crucial for dental implants and turbine blades. Chemical or electrolytic polishing ensures a sterile, biocompatible surface at Ra 0.2μm.
Types of Metal Injection Molding Polishing
Mechanical Polishing: The Precision Mirror Finishing
- Key Advantages: Superior gloss and precise localized control. Practical testing indicates that 316L stainless steel MIM components can achieve a 300% increase in light reflectivity, providing an ideal substrate for PVD rose gold plating.
- Technical Limitations: The process requires highly skilled technicians and is less effective for complex internal cavities or blind holes. Additionally, the high labor intensity can impact the cost-efficiency of small-batch production.

Electropolishing: High-Volume Finishing for Complex Geometries
- Key Advantages: Include full-surface uniformity across external faces, internal threads, and holes, with high automation via dip-tank processing handling 100,000 pieces per batch. Factory validation on 17-4PH parts extends salt spray resistance from 48 to 168 hours.
- Technical Limitations: Material-specific (stainless/titanium only), toxic electrolyte handling requires environmental certification, and equipment investment around $70K USD.
Abrasive Flow Machining (AFM): Internal Geometry Refinement
- Key Advantages: Navigates tortuous flow paths and cross-drilled holes—think Mecanum wheel internals. Aviation testing shows Ti-6Al-4V MIM nozzles gaining 22% lower fluid drag and 35% fatigue life improvement after AFM.
- Technical Limitations: Expensive ($2-7/part), ultra-sensitive parameters (viscosity, pressure, temperature), and long setup times.
Vibratory/Barrel Finishing: Cost-Effective Mass Deburring
- Key Advantages: Exceptional cost-efficiency, with processing costs ranging from $0.03 to $0.12 per part. The process supports high-volume throughput, capable of handling 50kg batches within 24-hour shifts. Industrial case studies in consumer electronics show that TWS earphone stainless steel brackets achieve 99.8% burr removal, rendering them fully assembly-ready.
- Technical Limitations: This method is unable to produce a true mirror finish; components requiring high-precision aesthetic surfaces necessitates subsequent manual polishing.
Magnetic Polishing: High-Efficiency Precision Cleaning
- Key Advantages: Contactless, stress-free finishing perfect for HRC>40 hardened 17-4PH parts, processing 5,000 pieces/hour. Medical validation: cardiovascular stents reach surgical cleanroom standards with zero residual particles.
- Technical Limitations: Light refinement and cleaning only—heavy rough surfaces need vibratory pre-processing first.
Metal Injection Molding Polishing: Troubleshooting & Solutions
| Defect | Root Cause | Immediate Solution | Preventive Measure |
| Orange Peel | Excessive pressure; low sintered density. | Reduce to 2N; regrind with 400-grit; optimize sintering. | Verify post-sinter density >97%. |
| Residual Scratches | Skipping grit stages; media contamination. | Restart 100 to 3000-grit sequence; use ultrasonic cleaning. | Strict coarse-to-fine roadmap. |
| Surface Yellowing | Post-polish oxidation; no passivation. | 20-min Electropolishing to form Cr₂O₃ film. | Passivate within 4 hours of polishing. |
| Surface Inconsistency | Hardness variation; binder traces. | Anneal (650°C/2h); categorize batches by hardness. | Batch hardness consistency control. |
| Internal Dead Zones | Inaccessible geometry. | Combine AFM (Abrasive Flow) and Magnetic Polishing. | Design molds with polishing access. |
| Mirror Clouding | Degraded diamond paste; high humidity. | Replace with W0.5 paste; maintain humidity <60%. | Airtight storage; weekly inspections. |
Secrets to a Flawless Finish for MIM Components
Metal Injection Molding Polishing vs CNC Parts Polishing
The core difference between MIM polishing and CNC parts polishing lies in the base material condition and processing difficulty.
| Comparison | MIM Polishing | CNC Polishing |
|---|---|---|
| Base Condition | Porous sintered surface (Ra 0.8-1.6μm) | Machined clean surface (Ra 0.4-0.8μm) |
| Processing Difficulty | High (pore cleaning + debinding marks) | Low (good base surface) |
| Mirror Finish Difficulty | Medium (requires pre-treatment + multi-stage) | Easy (direct fine polishing) |
| Batch Cost | Vibratory advantage ($0.07-0.28/part) | High per-piece ($0.42-1.12/part) |
| Optimal Volume | Medium-high volume (>1K parts) | Low volume (<500 parts) |
Why XY-GLOBAL Rocks: Your One-Stop Precision Partner
Metal Injection Molding (MIM) Polishing FAQs:
1. Can MIM parts achieve a "Mirror Finish"?
2. Does polishing affect the dimensional accuracy of MIM parts?
3. What secondary surface treatments are available after polishing?
-
Premium Aesthetics: Polishing + PVD Coating (TiN Gold, DLC, or Rose Gold).
-
Decorative Brilliance: Polishing + Nickel-Chrome Electroplating.
-
Functional Components: Vibratory Polishing + Laser Engraving.
-
Corrosion Resistance: Electropolishing + Passivation (essential for 316L/17-4PH).
4. How can I reduce polishing costs for high-volume MIM orders?
-
Optimize Sintering: Ensure the best possible "as-sintered" finish to reduce the time needed in the polishing vibrator.
-
Batch Processing: Use centrifugal or vibratory finishing for mass production rather than manual labor.
-
Design for Finishing: Avoid deep narrow recesses or sharp internal corners that are difficult for polishing media to reach.












Share:
Ceramic Injection Molding Application: A Comprehensive Guide to Industrial Solutions
How MIM Can Reduce Manufacturing Cost for Complex Parts