Электроэрозионная обработка (ЭЭО) с различными точками. Возможно использование изготовленных на заказ инструментов, серебра, твердосплавной стали, инструментальной стали, твердосплавной стали и т. д. В чем заключается принцип электроискровой обработки?

Во время электроискровой обработки инструмент бесконтактный, и во время обработки нет силы взаимодействия. Между мечом и электрическим током есть зазор, и между искрой и искрой есть зазор. Зазор обычно составляет от 0,005 до 0,3 мм и может достигать 0,5 мм даже больше. Общая земля, изготовление мечей, японский постоянный ток, источник электроэнергии и строительные работы, японский источник электроэнергии, инструмент для меча японское строительство, заряд и жидкость. Этот инструмент находится рядом со строительством, где искра генерируется в зазоре, искра генерируется в искровом зазоре, температура составляет 8000-12000 градусов, поверхностная часть конструкции плавится и испаряется, поэтому эта электроискровая обработка является результатом. Электротермическая коррозионная обработка. Когда материал плавится, жидкость охлаждается и плавится.
1. Как образуется электрическая искра?
В определенный момент напряженность электрического поля в области искрового промежутка превышает напряженность электрической силы, жидкость пронизывается, проводник изменяется, электрический ток протекает в форме искры, и электрическая сила (орудие-меч) поступает на работу.
2. Какой уровень мощности? Это насмешка?
Я знаю, что объект является полупроводниковым телом, а полное тело является полупроводниковым телом. Проводник способен проводить электрический ток при общей информации, внутри него есть много факторов, свободно движущиеся электрические частицы (электронный ток), требуется только один внешний электрический ток (электронная станция), и электрический ток способен образовывать движущийся электрический ток. Мощность электрической мощности - это максимальная мощность электрической мощности, которая поддерживается в полном теле.
В результате электрическая мощность очень большая, можно менять весь корпус и менять направляющую в это время. Популярное понимание заключается в том, что электрическая мощность высокая, а весь корпус «полностью завершен». · Общий твердотельный метод без сверления с полной производительностью, используя метод без сверления. Можно прокалывать жидкое тело и менять тело. Электроискровая обработка, электрический ток через электрический ток, электрический ток пронизывается, меняем направляющую часть, электрический ток через электрический ток, разряд искрового типа исходит от тока, электрический ток через электрический ток также изменяется в закрытое тело.
3. Высок ли спрос на электроэнергию?
Из-за потребности в охлаждении электрической конструкции. Из-за короткого времени электричества, короткого времени искры, недостаточной теплоемкости, конструкция электричества глубокая, а микрообработка электричества эффективна.

В то же время, в период отключения питания, также есть возможность для потока жидкости осушить материал, а новый поток жидкости заполняет искровой промежуток. Однако этот процесс очень быстрый, и количество искр во время электроработ составляет более тысячи раз в секунду, что чрезвычайно много. 4. Есть ли какие-либо достоинства в электроискровой обработке?
Преимущества: Обработка материала: Сколько электротехнических материалов можно обрабатывать, нет сомнений в их тонкости, твердости и тонкой структуре. Соответствующий твердый материал: Твердый электротехнический материал, который можно обрабатывать без какого-либо метода. · Строительные работы - это неформальное изменение: Сила резания этой работы теряется из-за физического контакта инструмента и работы, а также непроизводительного изменения формы обработки.
Недостатки: Неэлектрические материалы для использования. Скорость удаления материала очень высокая, технология обработки не та же самая, а скорость удаления материала электроэрозионного станка очень высокая. Из-за высокого спроса на электроэнергию отношение метода электроэрозионной обработки будет увеличиваться еще больше.
Share:
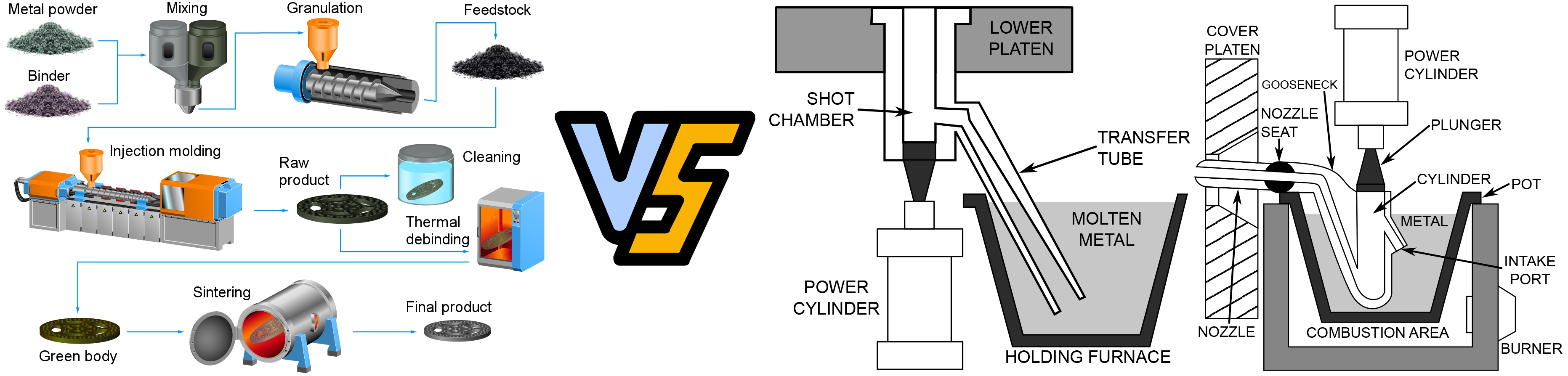
Введение в литье титана под давлением
Значение продвижения технологии порошковой ковки