Когда «достаточно хорошо» — это не вариант, традиционное производство часто заходит в тупик. Один производитель медицинского оборудования усвоил это на горьком опыте, когда из-за ограничений литья под давлением конструкция щипцов диаметром 0,8 мм привела к колоссальным 15% потерь. В XY-Global мы преуспеваем в этой нише между сложным дизайном и безупречным исполнением. Интегрируя инструментальный анализ с высокоточным литьем металла под давлением (MIM), мы превратили неудачную производственную серию в успешную историю с высокой доходностью, снизив процент брака до 2% и установив новый стандарт для хирургической точности. Этот случай — не просто сравнение MIM и литья под давлением; это мастер-класс по тому, как индивидуальный инжиниринг превращает сложные производственные задачи в решающее конкурентное преимущество.
Основные определения: литье металла под давлением (MIM) против литья под давлением
Прежде чем сравнивать два процесса, важно дать четкие, авторитетные определения. И литье металлов под давлением, и литье под давлением являются методами производства с близкими к окончательным размерами, что означает, что они производят компоненты с минимальной постобработкой, но они принципиально различаются по обработке материалов, механике процессов и области применения.

Что такое литье металла под давлением (MIM)?
Литье металла под давлением (MIM) — это гибридный процесс, сочетающий универсальность литья пластмасс под давлением со структурной целостностью металла. Процесс включает смешивание тонкодисперсных металлических порошков (обычно 5-20 микрон) с термопластичным связующим для создания «исходного материала», который затем впрыскивается в полость пресс-формы под высоким давлением. После формования связующее удаляется (путем удаления связующего), а компонент спекается при высоких температурах для уплотнения металла, в результате чего получается деталь со свойствами, сравнимыми с кованым металлом. MIM превосходно подходит для производства небольших сложных компонентов с жесткими допусками, что делает его предпочтительным выбором для таких отраслей, как аэрокосмическая промышленность, медицинское оборудование и электроника.
Что такое литье под давлением?
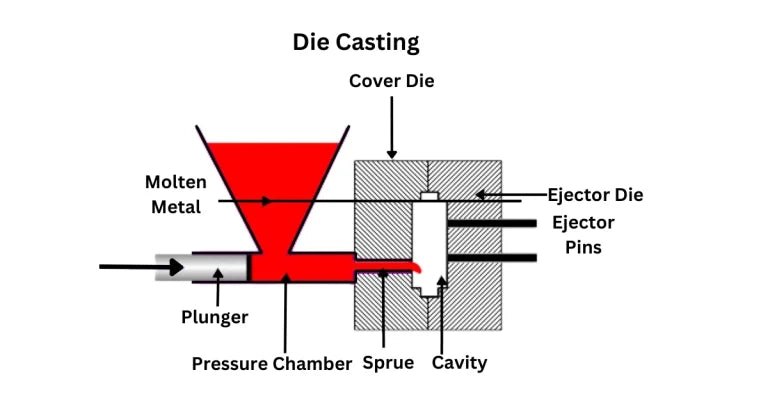
Литье под давлением — это процесс литья металла, который включает принудительную подачу расплавленного металла (обычно цветных металлов, таких как алюминий, цинк или магний) в многоразовую стальную форму (штамп) под высоким давлением и скоростью. Расплавленный металл быстро охлаждается и затвердевает в форме, образуя высокоточный компонент. Литье под давлением идеально подходит для крупносерийного производства средних и крупных компонентов со стабильными размерами и широко используется в автомобильной промышленности, бытовой электронике и производстве промышленного оборудования. Существует два основных метода литья под давлением: горячая камера (для металлов с низкой температурой плавления, таких как цинк) и холодная камера (для металлов с высокой температурой плавления, таких как алюминий).

Ключевое сравнение: литье металла под давлением и литье под давлением
Чтобы помочь лицам, принимающим деловые решения, оценить, какой процесс лучше всего подходит для их проекта, мы составили подробное сравнение основных характеристик, включая совместимость материалов, гибкость конструкции, структуру затрат и эффективность производства. Этот раздел включает важные данные и практические соображения для поддержки обоснованного выбора поставщиков и производственных партнеров.
1. Совместимость материалов
Выбор материала является основным фактором при выборе между литьем металла под давлением и литьем под давлением, поскольку каждый процесс имеет свои ограничения и преимущества в этой области. Понимание того, какие металлы совместимы с каждым методом, необходимо для обеспечения производительности компонентов и возможности изготовления.
Материалы для литья металла под давлением (MIM)
-
Черные металлы: нержавеющая сталь (316L, 304L), углеродистая сталь, легированная сталь (например, 4140)
-
Цветные металлы: титан, медь, никелевые сплавы (Inconel, Hastelloy), драгоценные металлы (золото, серебро)
-
Ключевое преимущество: MIM поддерживает более широкий спектр высокопроизводительных металлов, включая металлы с высокими температурами плавления и отличной коррозионной или термостойкостью, что критически важно для требовательных применений, таких как аэрокосмическая промышленность и медицинские устройства.
Материалы для литья под давлением
-
Основные металлы: алюминий, цинк, магний (все цветные с низкими и умеренными температурами плавления)
-
Ограничения: литье под давлением не подходит для черных металлов (например, стали, железа) из-за их высоких температур плавления, которые повредили бы стальную форму и непомерно увеличили производственные затраты.
-
Ключевое преимущество: цветные металлы для литья под давлением обладают отличной теплопроводностью, легкими свойствами и экономичностью для крупносерийных потребительских и автомобильных компонентов.
2. Гибкость дизайна и допуски
Для предприятий, разрабатывающих сложные компоненты, гибкость дизайна и точность размеров являются обязательными условиями. Способность производить сложные геометрии без избыточной постобработки напрямую влияет на стоимость и время выхода на рынок. Ниже приведено подробное сравнение литья металла под давлением и литья под давлением в этой критической области.
|
Атрибут
|
Литье металла под давлением (MIM)
|
Литье под давлением
|
|---|---|---|
|
Минимальный размер детали
|
От 0,1 г до 500 г (идеально для малых, микрокомпонентов)
|
От 10 г до 100 кг+ (лучше для средних и крупных деталей)
|
|
Сложные элементы
|
Поддерживает сложные геометрии: подрезы, тонкие стенки (0,2-0,5 мм), внутренние каналы и мелкие детали (например, резьбовые отверстия, логотипы)
|
Ограничено конструкцией штампа: подрезы требуют сложных, дорогих салазок; тонкие стенки (1-2 мм для алюминия) возможны, но могут вызвать дефекты
|
|
Допуски размеров
|
Жесткие допуски: ±0,005 мм на мм (до ±0,1 мм для более крупных деталей); требуется минимальная постобработка
|
Хорошие допуски: ±0,01 мм на мм (до ±0,2 мм для более крупных деталей); может потребоваться механическая обработка для критических элементов
|
|
Чистота поверхности
|
Гладкая поверхность (Ra 0,8-3,2 мкм) после спекания; может быть отполирована до зеркального блеска
|
Гладкая поверхность (Ra 1,6-6,3 мкм) после литья; могут быть следы от штампов, требующие отделки
|
Разница в поддержке DFM от XY-Global: Независимо от того, использует ли ваш проект MIM или литье под давлением, поддержка DFM (проектирование для технологичности) от XY-Global гарантирует, что ваш дизайн оптимизирован для выбранного процесса с самого начала. В отличие от стандартных производителей, которые просто следуют чертежам, наша инженерная команда предоставляет проактивную обратную связь по изменениям дизайна для повышения реализуемости, снижения затрат и улучшения допусков. Например, в проектах MIM мы можем предложить регулировку толщины стенок, чтобы избежать дефектов спекания; для литья под давлением мы можем оптимизировать конструкцию литниковой системы для предотвращения пористости. Это раннее вмешательство соответствует нашему обязательству сокращать время и затраты посредством совместной разработки.
3. Структура затрат: оснастка, производство и общая стоимость владения
Для руководителей предприятий стоимость является основным фактором, но общая стоимость владения (TCO) зависит не только от первоначальных цен на оснастку. Она зависит от процента брака, доработок и долгосрочной надежности деталей. Пример с челюстью лапароскопических щипцов иллюстрирует это: 15-процентный брак у традиционного партнера по литью под давлением добавил $30 000 к ненужным затратам на материалы и рабочую силу для 50 000 единиц. Ниже приведено основанное на данных сравнение затрат на литье металла под давлением и литье под давлением, а также то, как процессы XY-Global сокращают эти скрытые расходы.
Стоимость оснастки
-
Литье металла под давлением (MIM): Стоимость оснастки от умеренной до высокой ($5 000-$50 000+). Инструменты MIM аналогичны инструментам для литья пластмасс под давлением, при этом сложность увеличивает затраты (например, многогнездные инструменты для больших объемов). Однако способность MIM производить сложные детали за один этап снижает потребность в дополнительной оснастке (например, для механической обработки).
-
Литье под давлением: Стоимость оснастки от высокой до очень высокой ($10 000-$100 000+). Штампы для литья под давлением изготавливаются из закаленной стали, чтобы выдерживать высокие температуры и давления, а сложные конструкции (например, со слайдами для подрезов) значительно увеличивают сложность и стоимость оснастки. Штампы для горячей камеры (для цинка) обычно дешевле, чем штампы для холодной камеры (для алюминия).
Производственные затраты
-
Литье металла под давлением (MIM): Стоимость единицы продукции высока для небольших объемов (из-за исходного материала и этапов удаления связующего/спекания), но значительно снижается для больших объемов (10 000+ деталей). Спекание требует специализированного оборудования и энергии, но минимальная постобработка компенсирует эти затраты.
-
Литье под давлением: Стоимость единицы продукции низка для больших объемов (100 000+ деталей) из-за быстрых циклов (10-60 секунд на деталь). Однако мелкосерийное производство становится экономически невыгодным из-за высокой амортизации оснастки. Постобработка (например, механическая обработка, обрезка) может увеличить стоимость единицы продукции для критически важных компонентов.
Инженерное вмешательство XY-Global для снижения затрат: Анализ потока расплава XY-Global сыграл решающую роль в решении проблемы с челюстью лапароскопических щипцов. В отличие от первоначального партнера, который полагался на ручное проектирование пресс-форм и корректировки, основанные на опыте, мы использовали передовое программное обеспечение для моделирования, чтобы визуализировать, как исходный материал MIM заполняет полость пресс-формы. Анализ показал, что первоначальная конструкция литниковой системы для литья под давлением вызывала неравномерное течение, что приводило к дефектам тонких стенок. Мы заранее оптимизировали литниковую и вентиляционную систему MIM-формы, устраняя воздушные ловушки и усадку. В нашем процессе используются три ключевых инструмента: лазерный анализатор размера частиц для проверки консистенции исходного материала, симулятор потока расплава для прогнозирования поведения заполнения и координатно-измерительная машина (КИМ) для проверки допусков после спекания. Этот инструментальный подход контрастирует с традиционными производителями, которые часто полагаются на метод проб и ошибок и ручные проверки. Наши подробные отчеты по моделированию, которые мы предоставляем клиентам на этапе проектирования, также обеспечивают полную прозрачность, устраняя их опасения по поводу предсказуемости производства. Такое сотрудничество, основанное на данных, является стандартом для всех наших проектов, укрепляя доверие с глобальными клиентами, которым требуются последовательные, соответствующие требованиям компоненты для медицинских, полупроводниковых и оптических применений.
Итоги по общей стоимости владения (TCO)
MIM более экономически эффективен для небольших и средних объемов (1 000-100 000 деталей) мелких, сложных компонентов, где затраты на оснастку компенсируются минимальной постобработкой. Литье под давлением превосходит для больших объемов (100 000+ деталей) средних и крупных компонентов из цветных металлов, где низкие затраты на единицу продукции и быстрые циклы снижают TCO. Раннее инженерное участие XY-Global гарантирует оптимизацию TCO независимо от процесса, при этом анализ потока расплава и поддержка DFM снижают скрытые затраты, связанные с дефектами и доработками.
4. Эффективность производства и сроки выполнения
На современном быстро меняющемся рынке скорость производства и сроки выполнения напрямую влияют на конкурентное преимущество. Предприятиям необходимо понимать, как литье металла под давлением и литье под давлением проявляют себя с точки зрения времени цикла, времени настройки и масштабируемости.
Время цикла
-
Литье металла под давлением (MIM): Более длительное время цикла (1-5 минут на деталь) из-за этапов удаления связующего и спекания. Пакетная спекание может занимать несколько часов, но многогнездные формы могут увеличить производительность для крупносерийного производства.
-
Литье под давлением: Быстрое время цикла (10-60 секунд на деталь) благодаря прямому впрыску расплавленного металла и быстрому охлаждению. Литье под давлением в холодной камере (алюминий) имеет немного более длительные циклы, чем в горячей камере (цинк), но оба значительно быстрее, чем MIM.
Сроки выполнения и поддержка NPI
Внедрение новых продуктов (NPI) — это критический этап, на котором скорость и гибкость могут предопределить успех или неудачу проекта. Поддержка NPI и график производства оснастки от XY-Global решают уникальные проблемы процессов NPI как для MIM, так и для литья под давлением.
-
Литье металла под давлением MIM NPI: Срок изготовления оснастки составляет 4-8 недель (короче, чем для литья под давлением). Однако разработка исходного материала и оптимизация процесса спекания могут увеличить время. Поддержка NPI от XY-Global ускоряет этот этап за счет использования нашей базы данных материалов и предварительно проверенных параметров спекания, что позволяет быстро итерировать прототипы и детали, готовые к производству. Мы предоставляем четкий график производства оснастки с еженедельными обновлениями для обеспечения соответствия срокам клиента.
-
Литье под давлением NPI: Срок изготовления оснастки составляет 8-16 недель (дольше из-за сложности пресс-формы). Высокая стоимость оснастки делает итерацию рискованной для стандартных производителей. Раннее участие XY-Global (посредством анализа потока расплава и DFM) снижает потребность в модификации оснастки, в то время как наша поддержка NPI упрощает процесс тестирования и валидации. Наш график производства оснастки включает отслеживание этапов проектирования, изготовления и испытаний пресс-формы, что гарантирует минимизацию задержек. Как мы подчеркиваем: чем быстрее продукт итерируется во время NPI, тем сильнее конкурентное преимущество — и наша инженерная команда структурирована таким образом, чтобы обеспечить быструю обратную связь и корректировки.
Для крупносерийного производства более быстрые циклы литья под давлением делают его более эффективным. Однако управление NPI и графиком оснастки от XY-Global гарантирует, что проекты MIM и литья под давлением соответствуют жестким срокам запуска, с минимальными доработками и максимальной масштабируемостью.
5. Механические свойства и пригодность для применения
Механические характеристики компонентов (например, прочность, пластичность, коррозионная стойкость) определяют их пригодность для конкретных применений. Ниже приведено сравнение литья металла под давлением и литья под давлением с точки зрения механических свойств, а затем примеры использования в конкретных отраслях.
Механические свойства
|
Свойство
|
Литье металла под давлением (MIM)
|
Литье под давлением
|
|---|---|---|
|
Плотность
|
95-99% от теоретической плотности (высокая плотность после спекания)
|
90-98% от теоретической плотности (может иметь пористость из-за запертого газа)
|
|
Прочность на растяжение
|
Высокая (например, нержавеющая сталь 316L: 500-600 МПа)
|
От умеренной до высокой (например, литой алюминий: 200-300 МПа; цинк: 100-200 МПа)
|
|
Коррозионная стойкость
|
Отличная (поддерживает нержавеющую сталь, титан и никелевые сплавы)
|
Хорошая для цветных металлов (например, алюминий с анодированием; цинк с покрытием)
|
|
Теплопроводность
|
Умеренная (зависит от металла; нержавеющая сталь имеет низкую теплопроводность)
|
Отличная (алюминий и цинк являются лучшими для рассеивания тепла)
|
Идеальные области применения по отраслям
Применение литья металла под давлением (MIM)
-
Медицинские устройства: челюсти лапароскопических щипцов (тонкие стенки 0,8 мм, биосовместимость), компоненты ортопедических имплантатов (титан, жесткие допуски), стоматологические приспособления (точное прилегание)
-
Полупроводники: контакты для тестовых сокетов (коррозионностойкие, микроразмеры), компоненты для обработки пластин (материалы, совместимые с чистыми помещениями)
-
Оптика: кронштейны для крепления линз (низкое тепловое расширение, стабильность размеров)
Применение литья под давлением
-
Медицинские устройства: корпуса диагностического оборудования (легкий алюминий, экранирование ЭМП), рукоятки хирургических инструментов (цинковый сплав, ударопрочность)
-
Коммуникации: корпуса фильтров базовых станций 5G (алюминий, теплопроводность), корпуса оптоволоконных адаптеров (стабильность размеров)
-
Оптика: корпуса фотонных устройств (магний, легкий вес, стабильная геометрия)
Как выбрать между литьем металла под давлением и литьем под давлением для вашего проекта
Выбор правильного процесса зависит от конкретных требований вашего проекта. Используйте следующую структуру принятия решений для оценки литья металла под давлением и литья под давлением, и рассмотрите, как инженерные услуги XY-Global могут улучшить любой процесс:
Ключевые факторы принятия решений
-
Требования к материалам: Если вам нужны черные металлы, высокоэффективные сплавы или биосовместимые материалы, MIM — единственный вариант. Если достаточно цветных металлов (алюминий, цинк, магний), литье под давлением может быть более экономичным для больших объемов.
-
Размер и сложность детали: Для небольших, сложных деталей (≤500 г) с подрезами, тонкими стенками или мелкими деталями MIM идеален. Для средних и крупных деталей (≥10 г) с простой или умеренной геометрией лучше подходит литье под давлением.
-
Объем производства: Для небольших и средних объемов (1 000-100 000 деталей) MIM предлагает более низкую TCO. Для больших объемов (100 000+ деталей) быстрые циклы литья под давлением и низкие удельные затраты являются преимуществом.
-
Стоимость и сроки выполнения: Если у вас сжатые сроки NPI, более короткий срок изготовления оснастки MIM (4-8 недель) может быть предпочтительнее. Для долгосрочного крупносерийного производства низкие удельные затраты литья под давлением оправдывают более высокие первоначальные инвестиции в оснастку.
-
Механические и эксплуатационные характеристики: Если вам нужна высокая плотность, прочность или коррозионная стойкость (например, аэрокосмическая промышленность, медицина), MIM лучше. Если критически важны теплопроводность и легкий вес (например, автомобильная промышленность, электроника), литье под давлением оптимально.
Преимущество XY-Global: инженерное превосходство для обоих процессов
Независимо от того, выбираете ли вы литье металла под давлением или литье под давлением, комплекс инженерных услуг XY-Global гарантирует, что ваш проект будет оптимизирован для успеха от концепции до производства. Наши отличительные особенности включают:
-
Инструментальный анализ потока расплава: Мы используем лазерные анализаторы размера частиц, симуляторы потока расплава и КИМ для оптимизации конструкции на ранних этапах — без проб и ошибок. Например, мы решили проблему пористости компонента тестового гнезда полупроводников, моделируя поток исходного материала, сократив брак с 12% до 1,5%.
-
Структурированная поддержка DFM: Наши инженеры (в среднем 15+ лет опыта в производстве медицинских/полупроводниковых/оптических изделий) следуют 4-этапному процессу DFM: 1) Оценка совместимости материалов, 2) Анализ возможности изготовления геометрии, 3) Моделирование потока расплава, 4) Проверка допусков. Это отличается от традиционных производителей, которые часто предоставляют общую обратную связь, основанную на опыте.
-
Комплексный контроль качества: Предварительное производство: Сертификация материалов (например, биосовместимость для медицинских деталей). Производство: Встроенный контроль КИМ каждые 100 единиц. Постпроизводство: Окончательное тестирование на коррозионную стойкость (в соответствии со стандартами ASTM) и документация по отслеживаемости партий. Наша поддержка NPI включает еженедельные отчеты о ходе выполнения этапов, что позволяет клиентам быть в курсе прогресса в производстве оснастки и итераций прототипов.
-
Индивидуальный отраслевой опыт: Мы специализируемся на медицинских (сертификация ISO 13485) и оптических (материалы с низким тепловым расширением) применениях. Эта специализация означает, что мы понимаем отраслевые требования, такие как биосовместимость для медицинских деталей или контроль загрязнения частицами для полупроводниковых компонентов, которые часто упускаются из виду общими производителями.
Вывод: литье металла под давлением против литья под давлением — правильный выбор для вашего бизнеса
Литье металла под давлением и литье под давлением служат различным целям: MIM для небольших, сложных, высокопроизводительных деталей; литье под давлением для средних и крупных, крупносерийных компонентов из цветных металлов. Однако процесс надежен только настолько, насколько надежна лежащая в его основе инженерия. Не оставляйте выход годных изделий на волю случая. В областях, где точность не подлежит обсуждению — будь то медицина, оптика или полупроводники — вам нужен не просто производитель; вам нужен партнер, который достигает результатов посредством проактивного инженерного вмешательства.
В XY-Global мы заменяем догадки достоверными данными. Интегрируя инструментальный анализ и структурированную поддержку DFM и NPI, мы оптимизируем ваш дизайн на ранней стадии, чтобы устранить дорогостоящие дефекты до того, как они произойдут.
Готовы оптимизировать свой следующий компонент? Независимо от того, оцениваете ли вы MIM или литье под давлением для нового проекта или хотите усовершенствовать существующую производственную линию, наша команда инженерных экспертов готова превратить ваши технические проблемы в явное конкурентное преимущество.
Свяжитесь с XY-Global сегодня — давайте продвинем ваш бизнес вперед.











Делиться:
Почему важна медицинская керамика: техническая керамика, прецизионная обработка и литье под давлением
Полное руководство по шестерням из порошковых металлов: Производственное постоянство как залог инженерного совершенства