
Существует множество видов технологий литья под давлением для обработки металлических деталей, среди которых порошковая металлургия MIM широко применяется при изготовлении деталей мобильных телефонов.

Технология литья под давлением порошковой металлургии MIM представляет собой новый тип технологии порошковой металлургии, близкой к чистой, сформированной путем объединения современной технологии литья пластмасс под давлением с традиционным процессом порошковой металлургии. Среди них детали мобильных телефонов, изготовленные методом порошковой металлургии MIM, имеют высокую точность размеров продукта (±0,1%~±0,5%), хорошую отделку поверхности (шероховатость 1~5 мкм) и очень большую производительность.
Преимущества процесса порошковой металлургии MIM в деталях мобильных телефонов
.Чрезвычайно высокая свобода дизайна.
По сравнению с другими методами литья металлов, литье под давлением порошковой металлургии MIM позволяет изготавливать более сложные детали. По сути, все структуры, которые могут быть получены с помощью литьевых форм, могут быть использованы в литье под давлением порошковой металлургии MIM.
.Можно использовать практически все металлические материалы.
С точки зрения экономичности основными материалами для литья под давлением методом порошковой MIM-металлургии являются металлы и сплавы на основе железа, никеля, меди и титана.
Поскольку плотность спекания очень близка к теоретической плотности, физические и химические свойства литья под давлением методом порошковой металлургии MIM также очень хороши, например, механическая прочность, которая значительно превосходит традиционную порошковую металлургию.
Шероховатость поверхности (Ra) спеченной заготовки, полученной методом литья под давлением методом порошковой металлургии MIM, может достигать 1 мкм, а блестящий внешний вид может быть получен с помощью различных методов обработки поверхности.
.MIM-литье под давлением с использованием порошковой металлургии обычно позволяет достичь точности допуска ± 0,5%. В сочетании с другими методами обработки MIM-литье под давлением с использованием порошковой металлургии позволяет достичь более высокой точности размеров.
Литье под давлением с использованием порошковой металлургии MIM позволяет гибко настраивать и быстро увеличивать объемы производства, а также быстро реагировать на объемы производства от сотен до сотен тысяч изделий в день.
Коэффициент использования сырья при литье под давлением методом порошковой MIM-металлургии близок к 100%, что представляет собой технологию формования, близкую к чистой, которая позволяет эффективно избегать отходов материала.
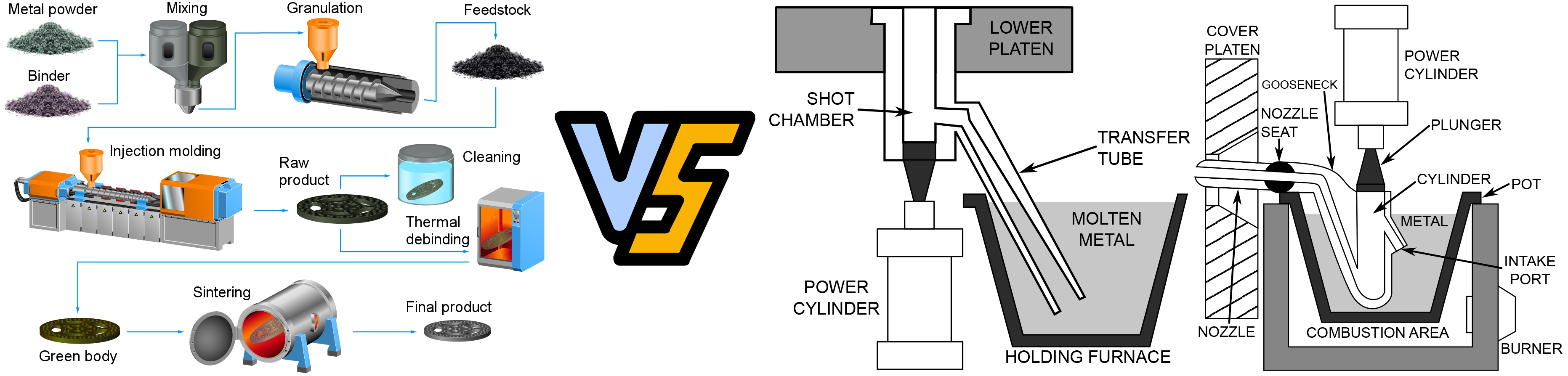
Процесс производства аксессуаров для мобильных телефонов MIM методом литья под давлением металлического порошка

01 Очистка резины: Металлический порошок и связующее смешиваются в определенной пропорции для получения однородной массы. Связующее, используемое в технологии MIM, имеет функцию повышения текучести порошка и поддержания формы заготовки.
02 Литье под давлением: При литье под давлением загрузка в форму осуществляется при высокой температуре, высоком давлении и высокой скорости. Загрузка поступает в полость формы через впускное отверстие для воды (количество полостей формы проектируется в соответствии со структурными характеристиками продукта для повышения эффективности производства), а заготовка для литья формируется после уплотнения и охлаждения. Заготовка имеет определенную прочность и плотность. В компании Dahong New Materials конструкция полости формы должна учитывать коэффициент усадки заготовки после спекания, а коэффициент усадки варьируется в зависимости от состава материала.
03 Обезжиривание: После обезжиривания 98% связующего вещества заготовки будет удалено, оставив только 2% для поддержания формы заготовки. Когда обезжиривание вынимается из печи, производитель литья под давлением металлического порошка отбирает образцы для разрушающего испытания. Если порошок относительно мягкий при рубке заготовки, это означает, что обезжиривание квалифицировано. Если при резке есть твердые комки, это означает, что стандарт обезжиривания не соблюден.
04 Спекание: После спекания в течение 24 часов оставшиеся 2% связующего полностью удаляются. Спеченный продукт имеет высокую плотность и хорошие механические и физические свойства. Обработка после спекания представляет собой процесс литья металла под давлением (MIM) для производства аксессуаров для мобильных телефонов.
С развитием экономики рынок нуждается в производстве более легких, тонких и красивых мобильных телефонов. Необходимо использовать передовую технологию литья под давлением металлического порошка для уменьшения размера и веса аксессуаров для мобильных телефонов. Литье под давлением металлического порошка (MIM) подходит для производства аксессуаров для мобильных телефонов MIM.
Share:
Порошковая металлургия | Применение в области электрификации автомобилей
Различия между нержавеющей сталью 304, 304l, 316, 316l