
Литье под давлением металла (MIM) позволяет производить относительно небольшие, сложные, сетчатые или почти сетчатые детали, которые могут включать в себя такие элементы, как отверстия, радиусы, логотипы и текст. Более того,
MIM может производить такие детали за половину стоимости механической обработки с ЧПУ или литья по выплавляемым моделям. Более того, MIM позволяет объединить несколько компонентов в единую конструкцию, устраняя необходимость последующих операций сборки. Готовые детали обладают превосходной прочностью, чистотой поверхности и устойчивостью к коррозии.
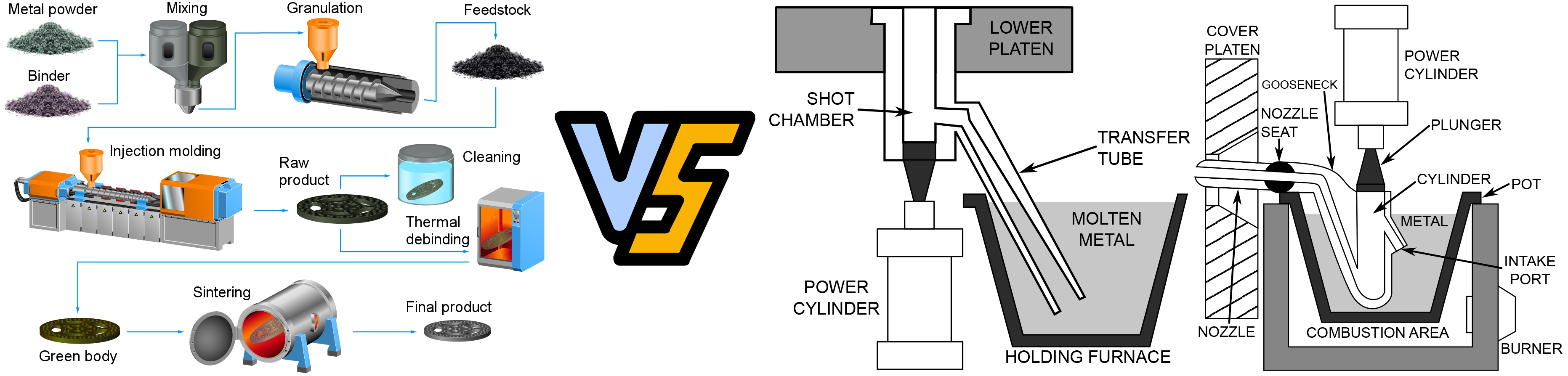
Материал МИМ представляет собой мелкодисперсный (менее 20 микрон) металлический порошок, смешанный в горячем виде с полимерными связующими, образующими однородную смесь. К металлам, полученным литьем под давлением, относятся, среди прочего, титан, инструментальные стали, нержавеющие стали и жаропрочные сплавы. Горячая смесь охлаждается и гранулируется, образуя сырье для специально оборудованных термопластавтоматов.
Машины формуют сырье в так называемые «сырые» детали, которые укладываются на поддоны на плоские керамические приспособления или «установщики». Катализатор удаляет 90% связующего из зеленой части, создавая так называемую «коричневую часть». Наконец, коричневые детали спекаются при температуре и атмосфере, соответствующих обрабатываемому сплаву. Тепло удаляет остаточный полимер и спекает или связывает соседние частицы вместе, получая детали с плотностью от 96 до 99% от теоретической. Усадка при спекании прогнозируемая от 14 до 22%, линейная. Это компенсируется увеличением размера полости формы, при этом типичные допуски после спекания составляют от ±0,003 до ±0,005 дюйма/дюйм.
Share:
Что такое процесс струйной обработки металлического связующего?
Как использовать MIM в производстве металлических деталей