
Технология Micro MIM (Micro Metal Injection Molding) — это передовой процесс, при котором смешивают металлический порошок и связующее вещество и впрыскивают крошечные детали через форму. Эта технология объединяет высокую точность литья под давлением и разнообразие материалов порошковой металлургии для производства сложных, крошечных и высокоточных металлических деталей, обычно размером в несколько миллиметров или даже микрон. Технология Micro MIM играет важную роль в области точного производства, особенно для производства высокоточных и крошечных деталей, удовлетворяя потребности современных технологий в легкости и миниатюризации.

Технология Micro MIM широко востребована в таких областях, как медицина, электроника и автомобилестроение. В медицинской сфере ее можно использовать для производства крошечных хирургических инструментов и имплантатов; в электронной промышленности ее можно использовать для производства микроразъемов и деталей мобильных телефонов; в автомобильной отрасли ее можно использовать для производства высокоточных датчиков и деталей двигателей. Благодаря поддержке сложных форм и высокой точности, Micro MIM стала незаменимой технологической технологией в прецизионном производстве.
I. Введение в технологию Micro MIM
Технология Micro MIM (Micro Metal Injection Molding) — это технология точной обработки, специально используемая для производства микросложных металлических деталей. Ее основной принцип заключается в смешивании металлического порошка со связующим для формирования литьевого материала, а затем впрыскивании его в форму. Поскольку она позволяет достигать высокоточного и сложнопрофильного производства микродеталей, технология Micro MIM широко используется в медицинских приборах, электронных компонентах и автомобильных деталях.

II.Определение и принцип
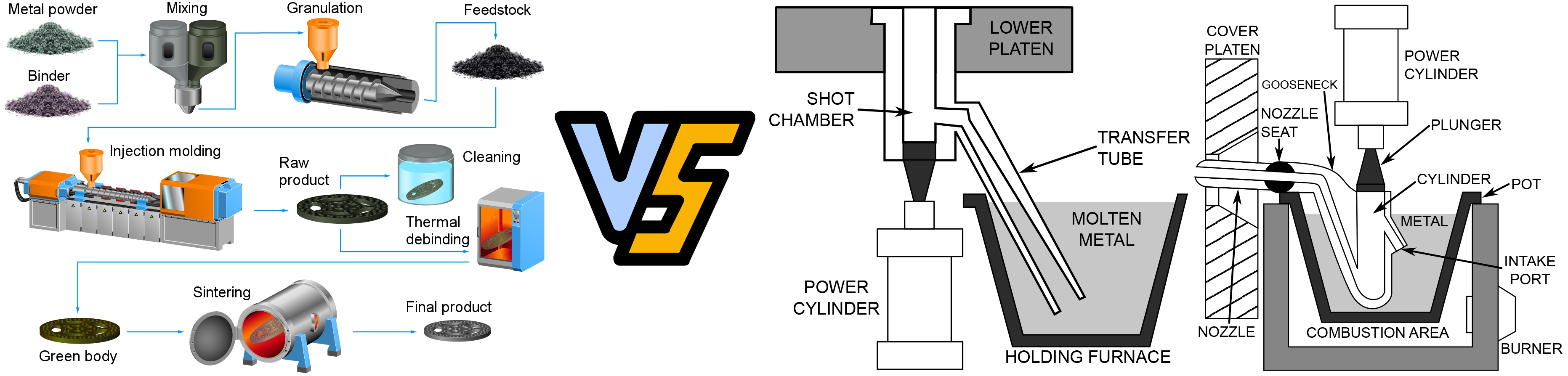
Технология Micro MIM, а именно литье под давлением микрометалла, представляет собой производственный процесс, в котором металлический порошок смешивается с органическим связующим веществом для формирования «загрузочного материала», а затем производятся высокоточные микрометаллические детали посредством литья под давлением, обезжиривания, спекания и других этапов. Ее рабочий принцип в основном заключается в следующем:
- Приготовление порошка: выберите подходящий металлический порошок и равномерно смешайте его со связующим веществом, чтобы получить исходный материал, подходящий для инъекций.
- Литье под давлением: впрыскивание исходного материала в форму и формование первоначальной структуры детали под высокой температурой и высоким давлением.
- Обезжиривание: Удалите связующее вещество из детали путем нагревания или химического воздействия, чтобы сделать ее пригодной для спекания.
- Спекание: Обезжиренные детали нагреваются до температуры спекания металлического порошка, чтобы способствовать сплавлению частиц порошка и формированию конечных высокопрочных, плотных микрометаллических деталей.

Технология Micro MIM эффективно сочетает в себе преимущества порошковой металлургии и процессов литья под давлением и позволяет изготавливать крошечные и сложные металлические детали, которые трудно обрабатывать с помощью традиционных производственных процессов.
III. Выбор материала
Материалы технологии Micro MIM в основном представляют собой некоторые металлические порошки с высокой прочностью и высокими требованиями к точности. Обычно используемые металлические материалы включают: нержавеющую сталь, титановый сплав, медный сплав, вольфрамовый сплав, никелевый сплав и кобальт-хромовый сплав. Ниже приводится подробное введение в каждый металлический материал, его преимущества и недостатки:

- Нержавеющая сталь
Нержавеющая сталь — это сплав на основе железа, содержащий хром, который известен своей превосходной коррозионной стойкостью и высокой прочностью. Он часто используется в приложениях, где требуется коррозионная стойкость и прочность, например, в медицинских приборах, оборудовании для обработки пищевых продуктов и строительных компонентах. Обычные типы, используемые для Micro MIM, включают 304, 316 и другие нержавеющие стали.
Преимущества:
- Коррозионная стойкость: нержавеющая сталь содержит хром, что обеспечивает ей хорошую коррозионную стойкость и пригодность для использования во влажных или высококоррозионных средах.
- Высокая механическая прочность: нержавеющая сталь обладает высокой прочностью и подходит для изготовления мелких деталей, подвергающихся большим механическим нагрузкам.
- Относительная дешевизна: по сравнению с другими материалами нержавеющая сталь имеет низкую стоимость и подходит для крупномасштабного производства.
- Хорошая обрабатываемость: подходит для традиционных процессов порошковой металлургии и легкого литья под давлением.
Недостатки:
- Высокая плотность: нержавеющая сталь имеет высокую плотность, что может быть не лучшим вариантом в ситуациях, когда требуется облегчение веса.
- Высокая температура спекания: Температура спекания нержавеющей стали высока, обычно превышая 1200°C, что увеличивает энергопотребление и стоимость процесса.
- Титановые сплавы
Титановые сплавы обладают чрезвычайно высокой удельной прочностью (соотношение прочности к весу) и превосходной коррозионной стойкостью и широко используются в аэрокосмической, медицинской и химической промышленности. Распространенные титановые сплавы, используемые для Micro MIM, включают Ti6Al4V.
Преимущества:
- Биосовместимость: титановые сплавы не вызывают реакций отторжения в организме человека и являются идеальным материалом для изготовления медицинских имплантатов.
- Высокое соотношение прочности и веса: титановые сплавы обладают высокой прочностью и малым весом, что делает их очень подходящими для аэрокосмической промышленности и миниатюрного оборудования.
- Отличная коррозионная стойкость: титановые сплавы обладают хорошей стойкостью к морской воде и химической коррозии.
Недостатки:
- Высокая стоимость обработки: затраты на сырье и обработку титановых сплавов высоки.
- Высокие требования к процессу спекания: Температура спекания титановых сплавов высока, что требует специального оборудования для спекания и точного контроля температуры.
- Хрупкость при низких температурах: некоторые титановые сплавы становятся хрупкими при низких температурах, что ограничивает их использование в условиях экстремально низких температур.
- Медные сплавы
Медные сплавы известны своей хорошей электро- и теплопроводностью и часто используются в электронной промышленности и коммуникационном оборудовании. Медные сплавы, используемые для Micro MIM, включают латунь, бронзу и т. д.
Преимущества:
- Отличная электропроводность: Медные сплавы — это материалы с отличной электропроводностью, которые широко используются в электронных компонентах, таких как разъемы и соединители.
- Хорошая теплопроводность: медные сплавы обладают превосходной теплопроводностью и помогают рассеивать тепло в электронном оборудовании.
- Относительно низкая температура спекания: Температура спекания медных сплавов относительно низкая, обычно ниже 1000°C, что снижает энергопотребление и требования к оборудованию для процесса.
Недостатки:
- Низкая коррозионная стойкость: медные сплавы подвержены коррозии во влажной или кислой среде, что может ограничить срок их службы.
- Низкая механическая прочность: по сравнению с нержавеющей сталью и титановыми сплавами медные сплавы обладают меньшей прочностью и плохо выдерживают большие механические нагрузки.
- Высокая плотность: медные сплавы имеют высокую плотность и могут не подходить для применений с высокими требованиями к легкости.
- Вольфрамовые сплавы
Вольфрамовые сплавы имеют высокую плотность, высокую температуру плавления и хорошую износостойкость, и часто используются в высокотемпературных средах и приложениях, требующих высокой твердости. Сплавы на основе вольфрама в основном используются в аэрокосмической, военной промышленности и других областях.
Преимущества:
- Высокая плотность и твердость: вольфрамовые сплавы обладают чрезвычайно высокой плотностью и хорошей износостойкостью и подходят для деталей, требующих высокой твердости и прочности.
- Высокая термостойкость: температура плавления вольфрамовых сплавов превышает 3000°C, что подходит для высокотемпературных применений, таких как термическое напыление и изготовление деталей, работающих при высоких температурах.
- Хорошая защита от радиации: Высокая плотность вольфрама обеспечивает ему хорошую защиту от радиации, что подходит для ядерной промышленности и медицинского диагностического оборудования.
Недостатки:
- Высокая стоимость: вольфрамовое сырье дефицитно и дорого, поэтому не подходит для крупномасштабного и недорогого производства.
- Высокая сложность спекания: Температура спекания вольфрамовых сплавов чрезвычайно высока, что требует специального оборудования и высокого расхода энергии.
- Высокая хрупкость: вольфрамовые сплавы обладают плохой пластичностью и могут хрупко разрушаться при больших нагрузках.
- Никелевые сплавы
Никелевые сплавы отличаются коррозионной стойкостью и стойкостью к высоким температурам и широко используются в оборудовании для химической обработки, компонентах турбинных двигателей и деталях, работающих в условиях высоких температур. Распространенные сплавы на основе никеля включают Inconel, Hastelloy и т. д.
Преимущества:
- Хорошая коррозионная стойкость: никелевые сплавы могут противостоять многим кислотным и щелочным коррозионным средам.
- Хорошая устойчивость к высоким температурам: никелевые сплавы могут сохранять свою прочность в условиях высоких температур и подходят для деталей, работающих при высоких температурах.
- Высокая стойкость к окислению: никелевые сплавы также могут эффективно противостоять окислению при высоких температурах.
Недостатки:
- Сложная обработка: никелевые сплавы обладают высокой твердостью и плотностью, а процесс обработки и спекания сложен и требует много времени.
- Высокая стоимость: Высокая цена никелевых сплавов ограничивает их использование в некоторых недорогих областях применения.
- Высокая плотность: никелевые сплавы имеют высокую плотность и не подходят для применений, где важен определенный вес.
- сплав кобальт-хром
Кобальтохромовые сплавы обладают высокой твердостью и износостойкостью, превосходной биосовместимостью и часто используются в медицинских имплантатах, таких как искусственные суставы, стоматологические сплавы и т. д. Благодаря своей превосходной коррозионной стойкости они также широко используются в морской и химической отраслях.
Преимущества:
- Отличная биосовместимость: кобальтохромовые сплавы хорошо совместимы с тканями человека и являются предпочтительным материалом для изготовления медицинских имплантатов, таких как суставы и зубы.
- Высокая твердость и износостойкость: кобальтохромовые сплавы обладают высокой твердостью, не подвержены износу и подходят для применений с высоким трением.
- Высокая коррозионная стойкость: обладает превосходной коррозионной стойкостью в кислых и щелочных средах и подходит для длительного использования в кузове или в суровых условиях.
Недостатки:
- Высокая стоимость обработки: кобальтохромовые сплавы имеют высокую твердость, высокую сложность обработки и более строгие требования к оборудованию.
- Низкая эластичность: кобальтохромовые сплавы не такие эластичные, как титановые сплавы, и не подходят для применений, требующих определенной степени прочности и эластичности.
- Высокая стоимость: кобальтохромовые сплавы требуют высоких затрат на сырье и обработку и подходят для применений с высокой добавленной стоимостью.

Другие микрометаллические порошковые материалы
|
Бренд |
Фазовая структура |
Магнетизм |
Термическая обработка |
Приложение |
|
304L |
аустенит |
слабый магнетизм |
Нет эффекта закаливания |
Внутренняя структура и внешний вид, защитная крышка кольца объектива/держатель карты |
|
316L/317L |
аустенит |
слабый магнетизм |
Нет эффекта закаливания |
Внутренняя структура и внешний вид, защитная крышка кольца объектива/держатель карты |
|
904Л |
аустенит |
слабый магнетизм |
Нет эффекта закаливания |
Основные детали для смарт-часов |
|
ПАНАЦЕЯ |
аустенит |
нет магнетизма |
Отсутствие магнитной коррозионной стойкости |
Кронштейн печатной платы и немагнитные структурные детали, защитная крышка кольца объектива |
|
310Н |
аустенит |
слабый магнетизм |
Нет эффекта закаливания |
Термостойкость для длительного использования 750-800°C |
|
420J2 |
Мартенсит |
сильный магнетизм |
Закалка в воде |
Износостойкие детали, различные подушки, валы для продуктов, ноутбуки/мобильные телефоны со складным экраном |
|
440С |
Мартенсит |
сильный магнетизм |
Закалка в воде |
Износостойкие детали, различные подушки, валы для продуктов, ноутбуки/мобильные телефоны со складным экраном |
|
2507 |
Дуплекс |
сильный магнетизм |
Закалка в воде |
Основные характеристики смарт-часов |
|
174PH |
Дуплекс |
сильный магнетизм |
Дисперсионное твердение |
Различные конструктивные детали/соединители и порты терминалов |
|
Бренд |
Фазовая структура |
Термическая обработка |
Приложение |
|
Фе |
Умеренный магнитный |
Закалка по содержанию углерода |
Внутренние структурные детали, требующие различной антикоррозионной обработки/компоненты индуктора |
|
(SAE1010) |
Высокая магнитная индукция |
||
|
Fe2Ni |
Умеренный магнитный |
Закалка по содержанию углерода |
Внутренние конструктивные детали требуют различной антикоррозионной обработки. |
|
Fe4Ni |
Умеренный магнитный |
Закалка по содержанию углерода |
Внутренние конструктивные детали требуют различной антикоррозионной обработки. |
|
Fe8Ni |
Умеренный магнитный |
Закалка по содержанию углерода |
Внутренние конструктивные детали требуют различной антикоррозионной обработки. |
|
Fe50Ni |
Высокая магнитная проницаемость |
Закалка по содержанию углерода |
Внутренние конструктивные детали требуют различной антикоррозионной обработки. |
|
FeSi3 |
Высокая магнитная проницаемость |
Закалка по содержанию углерода |
Внутренние конструктивные детали требуют различной антикоррозионной обработки. |
|
Низколегированный |
Умеренный магнитный |
Закалка по содержанию углерода |
Внутренние структурные детали, требующие различной антикоррозионной обработки/компоненты индуктора |
|
((Низкое содержание цветных элементов)) |
Высокая магнитная индукция |
|
Бренд |
Фазовая структура |
Термическая обработка |
Приложение |
|
Fe50Co |
Нет магнитной проводимости |
Смягчение отжигом повышает ударную вязкость |
Разъем и порт терминала/ЭМС-экранирование |
|
ASTM F75 |
Нет магнитной проводимости |
Смягчение отжигом повышает ударную вязкость |
Кронштейн печатной платы и немагнитные структурные детали, защитная крышка кольца объектива |
|
Инконель 718 |
Нет магнитной проводимости |
Смягчение отжигом повышает ударную вязкость |
Внутренние структурные части, такие как разъемы и порты терминалов |
|
WNiFe |
Низкий магнитный |
Дегидрирование улучшает прочность |
Различные противовесы и вибрационные пластины |
|
Cu |
Немагнитный |
Дегидрирование улучшает прочность |
Различные конструкции экранов для рассеивания тепла и ЭМС |
|
WCu |
Немагнитный |
Дегидрирование улучшает прочность |
Требуется различное рассеивание тепла, низкая деформация и быстрое рассеивание тепла. |
|
Ти (ТА1) |
Немагнитный |
Дегидрирование улучшает прочность |
Специально для контакта с телом человека |
|
Ti6Al4V (TC4) |
Немагнитный |
Дегидрирование улучшает прочность |
Специально для контакта с телом человека |
|
Высокопрочная сталь THOR |
Немагнитный |
Дисперсионное твердение |
Ось |
Каждый металлический материал имеет свои уникальные преимущества и недостатки. Выбор подходящего материала должен основываться на конкретных требованиях к применению и бюджете затрат, чтобы оптимизировать производственные затраты, обеспечивая при этом качество детали.
IV.Процесс формования
Технология Micro MIM или Micro Metal Injection Molding — это высокоточный производственный процесс, специально разработанный для производства мелких, сложных металлических деталей. Он сочетает в себе преимущества порошковой металлургии и технологии литья под давлением, смешивает металлический порошок со связующим и производит сложные мелкие металлические детали посредством литья под давлением. Ниже приводится подробный рабочий принцип технологии Micro MIM и ее основные этапы:

- Смешивание металлического порошка со связующим веществом
Первым шагом технологии Micro MIM является смешивание металлического порошка с органическим связующим веществом (связующим веществом) для формирования пластичной смеси, называемой «кормом». Обычно используемые металлические порошки включают нержавеющую сталь, титановый сплав, медный сплав и т. д., тогда как связующее вещество обычно состоит из таких материалов, как термопластичные полимеры, воск и масло.
- Металлический порошок: размер частиц составляет 110 микрон, что обеспечивает пригодность для прецизионной обработки.
- Связующее вещество: играет вспомогательную роль, позволяя металлическому порошку проходить через форму для литья под давлением и сохранять свою форму в процессе формования.
- Процесс смешивания: смешать металлический порошок и связующее в определенной пропорции и использовать оборудование для смешивания с высоким сдвигом для равномерного распределения металлического порошка в связующем для образования однородной смеси. Эта смесь имеет текучесть при нагревании и может быть сформирована после охлаждения.
- Литье под давлением
Литье под давлением является одним из основных этапов Micro MIM. В этом процессе смесь нагревается до определенной температуры для размягчения связующего и получения текучести. Затем нагретая смесь впрыскивается в прецизионную форму через литьевую машину для формирования грубой формы детали.

- Конструкция пресс-формы: Пресс-форма должна быть точной, чтобы получить требуемую форму и детали. Обычно она изготавливается из материалов высокой твердости, чтобы обеспечить точность и долговечность.
- Температура и давление впрыска: Для того чтобы смесь могла равномерно заполнить полость формы, обычно необходимо производить впрыск при более высокой температуре и давлении.
- Охлаждение и формование: После того, как смесь впрыскивается в форму, ее немедленно охлаждают для затвердевания. Затвердевшая часть называется «зеленой заготовкой», которая содержит большое количество связующего вещества и сохраняет форму металлического порошка.
- Обезжиривание
Обезжиривание относится к удалению связующих веществ в сырых заготовках для получения высокоплотных, чистых металлических деталей. Удаление связующих веществ обычно делится на два этапа: предварительное удаление связующих веществ и основное удаление связующих веществ.
- Предварительное удаление связующего: Сначала используется удаление связующего растворителем или термическое удаление связующего для удаления около 60-80% связующего в сырой заготовке. Это выполняется при более низкой температуре, чтобы избежать повреждения структуры детали.
- Основное удаление связующего: Технология высокотемпературного или каталитического удаления связующего используется для полного удаления оставшегося связующего. В это время деталь становится «коричневой заготовкой», которая все еще сохраняет связь частиц металлического порошка в структуре, но связующее вещество удалено.
В процессе удаления связующего, особенно на этапе предварительного удаления связующего, очень важно избегать деформации или растрескивания сырой заготовки. Контроль температуры и времени гарантирует равномерное удаление связующего с сохранением формы детали.
- Спекание
Спекание — это последний этап технологии Micro MIM, который заключается в объединении частиц металлического порошка в коричневой заготовке в плотную металлическую структуру посредством высокотемпературной обработки. В этом процессе частицы порошка в коричневой заготовке диффундируют при высокой температуре и соединяются друг с другом, образуя деталь с высокой прочностью и плотностью.

- Температура спекания: В зависимости от металлического материала температура спекания обычно составляет от 1100°C до 1400°C.
- Атмосфера спекания: Чтобы избежать окисления или других реакций, спекание обычно проводят в вакуумной среде или под защитой инертного газа (например, азота или водорода).
- Объемная усадка: в процессе спекания детали будут усаживаться до определенной степени, обычно от 15 до 20%. Эта усадка может улучшить плотность и прочность.
- Окончательное формование: После спекания плотность и механические свойства деталей значительно улучшаются, что позволяет достичь точности и качества, требуемых конструкцией.
- Постобработка (опционально)
В зависимости от требований к применению спеченные детали могут потребовать дополнительных этапов постобработки, таких как:

- Термическая обработка: например, закалка или отпуск для повышения твердости и механических свойств.
- Обработка поверхности: например, гальванопокрытие, полировка или оксидирование для улучшения качества поверхности или коррозионной стойкости.
- Обработка: В особых случаях для получения точных размеров могут потребоваться незначительные корректировки обработки.

V. Преимущества микролитья металла под давлением

- Высокая точность:
Общий допуск MIM составляет ±0,5%, что выше, чем ±1% для выплавляемого воска.
- Изготовление сложных форм:
Процесс MIM может производить трехмерные формы с высокой степенью свободы. По сравнению с другими процессами формовки металла, такими как штамповка листового металла, MIM может формировать детали с очень сложными геометрическими формами. Включая такие детали, как тонкостенные конструкции и внутренние каналы, которые трудно изготовить традиционными методами обработки. Другими словами, MIM может также завершить сложную структуру детали, которая может быть завершена литьем пластмасс под давлением.
- Низкозатратное производство:
MIM использует литьевые машины для формования экологически чистых изделий, что значительно повышает эффективность потребления, значительно сокращает трудозатраты и материальные ресурсы, а также снижает себестоимость продукции; в то же время разнообразие и повторяемость литьевых изделий хороши, что обеспечивает гарантию для массового и крупномасштабного промышленного потребления.
- Высокий коэффициент использования материала:
Инжекционные материалы можно использовать повторно многократно, а коэффициент использования материала составляет почти 100%. Отходы производства практически отсутствуют, что позволяет максимально использовать металлический порошок и сократить отходы материала.
- Однородная микроструктура, высокая плотность и хорошие эксплуатационные характеристики деталей:
MIM — это процесс формования жидкости. Наличие клея обеспечивает равномерное расположение порошка, тем самым устраняя неравномерную микроструктуру заготовки. Микроструктура однородна, без грубой кристаллической структуры и сегрегации компонентов, которые появляются в процессе литья, так что плотность спеченного продукта может достигать теоретической плотности его материала. Вообще говоря, MIM может достигать 95%~99% от теоретической плотности, а для тех, у кого жидкофазное спекание с высоким содержанием углерода, можно получить почти 100% относительной плотности. Высокая плотность может повысить прочность деталей MIM, повысить ударную вязкость, улучшить пластичность, электро- и теплопроводность, а также улучшить магнитные свойства. Плотность деталей, прессованных традиционным формованием порошка, может достигать максимум только 85% от теоретической плотности. Это в основном связано с трением между стенкой формы и порошком и между порошками, что делает давление прессования неравномерно распределенным, что приводит к неравномерной микроструктуре прессованной заготовки. Это приведет к неравномерной усадке прессованных деталей из порошковой металлургии в процессе спекания, поэтому для уменьшения этого эффекта необходимо снизить температуру спекания, что приведет к большой пористости, плохой плотности материала и низкой плотности изделий, что серьезно скажется на механических свойствах деталей.
- Высокая прочность и высокое качество поверхности:
Он может получить механическую прочность, близкую к прочности процесса литья, и его механические свойства значительно лучше, чем у точного литья и традиционной порошковой металлургии; размерная точность продукта и отделка поверхности также лучше, чем у изделий точного литья, что может снизить необходимость в последующей обработке. Шероховатость поверхности может достигать Rmax6~8 мкм (Ra1,5 до 2).
VI . Области применения технологии микролитья металлов под давлением

1. Медицинские приборы
Медицинские устройства, как правило, должны иметь хорошее удобство использования и достаточно длительный срок службы, а также иметь гибкий дизайн в конструкции и форме. Технология MIM была впервые применена к медицинским изделиям в начале 1980-х годов и стала самой быстрорастущей областью на рынке MIM.
В настоящее время большинство медицинских изделий MIM изготавливаются из нержавеющей стали, основными марками которой являются 316L и 17-4PH; также используются титановые сплавы, магниевые сплавы, золото, серебро, тантал и т. д.

1.1 Ортодонтические брекеты
Технология MIM впервые была использована в медицинской сфере для производства некоторых ортодонтических приспособлений. Эти прецизионные изделия очень малы по размеру, обладают хорошей биосовместимостью и коррозионной стойкостью, а основным используемым материалом является нержавеющая сталь 316L. В настоящее время ортодонтические брекеты по-прежнему являются основной продукцией MIM-индустрии.
Компания использует технологию MIM для производства двухстороннего крючкообразного ортодонтического брекета, который может увеличить механическую силу удержания на 30%. Использование одноразового формирования и полировки MIM может значительно снизить трение брекета о дугу. Этот продукт играет положительную роль в ортодонтической хирургии.
1.2 Хирургические инструменты
Хирургические инструменты требуют высокой прочности, низкого уровня загрязнения крови и возможности проведения агрессивных процедур дезинфекции. Гибкость конструкции технологии MIM может удовлетворить применение большинства хирургических инструментов. Она также имеет технологические преимущества и может производить различные металлические изделия по низкой стоимости. Она постепенно заменяет традиционную технологию производства и становится основным методом производства.
1.3 Детали коленного имплантата
Технология MIM медленно развивается в области человеческих имплантатов, в основном потому, что сертификация и приемка продукции требуют длительного периода времени.
В настоящее время технология MIM может использоваться для производства деталей, частично заменяющих кости и суставы, а в качестве металлических материалов используются в основном сплавы титана.
Что касается биосовместимости, Чэнь Лянцзянь и др. использовали технологию MIM для получения пористого титана с пористостью 60%, а также использовали модифицированный метод конденсационной полимеризации с поперечными связями для получения желатиновых микросфер с замедленным высвобождением и нанесли их на поверхность пористого титана.
1.4 Звуковые трубки слуховых аппаратов
Технология MIM также может использоваться для производства деталей для различных медицинских приборов.
Компания Indo-MIM использует технологию MIM для производства звуковой трубки слухового аппарата для компании Phonak в Германии, которая улучшает скорость звука и улучшает слух.
После формирования MIM и спекания можно получить звуковую трубку слухового аппарата сложной формы. Для того чтобы поверхность звуковой трубки стала гладкой, ее нужно только подвергнуть пескоструйной обработке стеклянными шариками.
Технология MIM также может использоваться для производства множества изделий в медицинской сфере, включая стенты для интервенционной терапии, радиационную защиту для шприцев из вольфрамового сплава высокой плотности, микрохирургические манипуляторы, детали эндоскопов с микронасосами и лекарственные ингаляторы.
2. Электронное оборудование
Электронная приборостроительная промышленность является основной областью применения деталей MIM, на которую приходится около 50% продаж деталей MIM в Азии. Миниатюризация электронных устройств требует меньших деталей с более низкими производственными затратами и лучшей производительностью, что как раз и является преимуществом деталей MIM.
Развитие MIM в Китае выиграло от продвижения электронной промышленности (например, индустрии мобильных телефонов и т. д.). С 2009 года вся отрасль быстро росла; особенно после середины 2011 года, из-за конкуренции между Apple и Samsung Electronics, большое количество деталей MIM использовалось в мобильных телефонах, что является тенденцией, невиданной ранее.
2.1 Смартфоны
В 1990-х годах наиболее известным применением MIM был вибратор из вольфрамового сплава вибрационного двигателя машины BP. После 2000 года стали широко использоваться серии из нержавеющей стали, такие как оптоволоконные соединители, серии шарниров бытовой электроники, кнопки мобильных телефонов, лотки для SIM-карт и т. д. Недавний инвестиционный бум в отрасли MIM обусловлен широким применением деталей MIM в отрасли мобильных телефонов, а сборочные заводы отрасли 3C также находятся в Китае, а снижение инвестиционных порогов привлекло большой приток капитала.

2.2 Производство чехлов для мобильных телефонов
Корпус мобильного телефона является важной частью мобильного телефона. Процесс MIM позволяет производить высокоточные, высокопрочные и легкие корпуса мобильных телефонов. В процессе производства процесс MIM сначала используется для изготовления литьевых заготовок корпуса мобильного телефона, затем заготовки помещаются в форму для литья под давлением, и, наконец, выполняется обработка поверхности и сборка.
2.3 Производство камер
Производство камер мобильных телефонов требует высокой точности и миниатюризации. Процесс MIM позволяет изготавливать высокоточные миниатюрные линзы и кронштейны. В процессе производства процесс MIM сначала используется для изготовления литьевых заготовок кронштейна и объектива камеры, затем заготовки помещаются в форму для литья под давлением, и, наконец, выполняется обработка поверхности и сборка.
2.4 Изготовление лотков для карт
Лоток для карт является важной частью электронных продуктов для мобильных телефонов. Процесс MIM позволяет изготавливать лотки для карт с высокой точностью, высокой прочностью и малым весом. В процессе производства процесс MIM сначала используется для изготовления литьевых заготовок лотка для карт, затем заготовки помещаются в форму лотка для карт для литья под давлением, и, наконец, выполняется обработка поверхности и сборка.
2.5 Изготовление вала
Складные мобильные телефоны также являются разновидностью электронных продуктов. Вал его складного экрана также может быть изготовлен с использованием процесса MIM. Некоторые из самых точных деталей требуют использования технологии MIM, а точность технологии MIM может достигать ±0,1%~±0,3%.
2.6 Изготовление пуговиц
Кнопки рядом со смарт-часами также используются для электронных продуктов 3C, например, кнопки ниже, которые также изготовлены по технологии MIM.
2.7 Производство колпачков емкостных ручек
Детали, используемые в емкостной ручке, установленной на iPad, также изготовлены по технологии MIM.
2.8 Производство смарт-браслетов для часов
Умные ремешки для часов — это тип электронных продуктов 3C. Технология MIM позволяет производить умные ремешки для часов с высокой точностью. А посредством последующей обработки можно получить изысканные продукты.
3. Детали оптического волокна
Технология оптического волокна широко используется в области связи, датчиков и медицинского лечения. Ее основные компоненты должны обладать характеристиками высокой точности, высокой прочности и миниатюризации. Литье под давлением микрометалла (μMIM) стало идеальным выбором для производства деталей оптического волокна благодаря своей высокой точности, сложной геометрической обработке форм и возможностям массового производства. Этот процесс объединяет порошковую металлургию и литье под давлением для производства микродеталей, которые отвечают потребностям современной технологии оптического волокна.

3.1 Корпус разъема
Оптоволоконные разъемы являются одним из основных компонентов, используемых для соединения концов оптических волокон в системах оптоволоконной связи. Корпус разъема чрезвычайно мал и требует высокой износостойкости, а также хорошего электромагнитного экранирования. Процесс μMIM позволяет производить точные и прочные металлические корпуса разъемов для обеспечения эффективной передачи оптических сигналов.
3.2 Волоконные крепления и выравниватели
В оптоволоконных системах точное выравнивание оптических волокон имеет важное значение для передачи сигнала. Процесс μMIM может использоваться для производства высокоточных выравнивателей и креплений волокон. Эти детали обычно имеют сложную геометрическую структуру. μMIM может быть сформирован за один проход, избегая ошибок, которые возникают при традиционной обработке, и обеспечивая точность выравнивания волокон.
3.3 Волоконно-оптические адаптеры и разъемы
Волоконные адаптеры используются для подключения волоконных штекеров к устройствам. Точность и долговечность гнезда напрямую влияют на стабильность волоконной системы. Технология μMIM позволяет не только производить адаптеры сложной формы, но и обеспечивать хорошую механическую прочность и долговечность для удовлетворения потребностей высокочастотного использования.
3.4 Пакет датчиков
В волоконно-оптической системе зондирования корпус датчика должен быть пыленепроницаемым, водонепроницаемым и устойчивым к высоким температурам, при этом обеспечивая стабильную передачу сигнала по оптическому волокну во время процесса зондирования. Процесс μMIM позволяет производить корпуса с высокой прочностью и сложной формой, которые не только отвечают требованиям защиты, но и не влияют на производительность оптического волокна.
3.5 Инструмент для резки волокон и полировки торцов
Инструменты для резки и полировки торцов оптоволокна требуют чрезвычайно высокой точности для обеспечения плоскостности торца волокна и эффективной передачи оптических сигналов. Процесс μMIM позволяет производить высокотвердые, высокоточные металлические ножи и полировальные инструменты, которые могут сохранять стабильную производительность в течение длительного времени и повышать эффективность работы.
4. Автомобильная промышленность
С тех пор как детали MIM появились на автомобильном рынке в начале 1990-х годов, после почти 20 лет разработки, появляется все больше и больше производителей деталей MIM для автомобилей. По сравнению с традиционными методами обработки детали MIM обладают характеристиками высокой точности, высокой прочности, высокой сложности формы, разнообразия материалов и низкой стоимости, поэтому технология MIM широко используется в автомобилях. В настоящее время детали MIM, используемые в автомобилях, как правило, изготавливаются из материалов на основе железа, в основном из легированной стали Fe-Ni, легированной стали Fe-04C-1Cr-075Mn-0.2Mo, предварительно легированной стали Cr-Mo-C, стали Ni-Cr-Mo-C 316L, нержавеющей стали серии 17-4PH400, серии HK, нержавеющей стали conel713C на основе никеля, жаропрочной высокотемпературной легированной стали.

4.1 Турбокомпрессор
Турбокомпрессор в основном состоит из турбины, насосного колеса, ротора, рабочего колеса и т. д. Инерционная сила, создаваемая выхлопным газом высокого давления, выбрасываемым двигателем, заставляет насосное колесо вращаться, а ротор заставляет турбину вращаться, так что давление на впуске двигателя увеличивается. В последние годы исследования, разработки и производство деталей турбокомпрессора MIM стали центром научно-исследовательской работы. В то же время турбокомпрессоры также являются одной из знаковых частей производства MIM. Его структура чрезвычайно сложна, рабочая среда суровая, а требования к точности высоки. Однако другие методы обработки являются дорогостоящими и трудно контролируемыми. Детали турбокомпрессора в основном состоят из сверхвысокотемпературных сплавов на основе никеля, кристаллических сплавов и других материалов. MIM внесла большой вклад в детали турбокомпрессоров.
4.2 Инжектор
Многие мелкие прецизионные сборочные детали на автомобилях могут быть изготовлены с использованием технологии MIM. Изготовление сборочных деталей обычно осуществляется ковкой, точным литьем и другими методами. Изготовленные детали являются дорогостоящими и имеют низкую точность, и не могут обеспечить хорошую экономическую выгоду. Использование технологии MIM может повысить эффективность производства, улучшить точность, сэкономить материалы, сократить процессы и снизить затраты. Электронно-управляемая бензиновая форсунка на автомобильном двигателе состоит из более чем 20 деталей. Среди них железный сердечник, якорь, магнитный направляющий лист, направляющий корпус и другие детали составляют структуру магнитной цепи форсунки. Все эти детали изготовлены из материалов из мягкого магнитного сплава. Детали, изготовленные из нанокристаллического порошка мягкого магнитного сплава на основе железа по технологии MIM, улучшили комплексную производительность форсунок, изготовленных по технологии MIM, по сравнению с традиционными бензиновыми форсунками.
4.3 Датчики
С развитием науки и техники типы и функции датчиков, используемых в автомобилях, имеют тенденцию к диверсификации, интеллектуальности и миниатюризации. В зависимости от различных областей применения, корпуса датчиков используются в шасси двигателя, навигации кузова и других системах! Многие датчики на шасси двигателя, навигации кузова и других системах были изготовлены с помощью процесса MIM, такие как компоненты датчиков давления, вставки датчиков подушек безопасности, датчики кислорода, датчики рулевого управления, сиденья датчиков круиз-контроля, корпуса датчиков и т. д. По сравнению с процессом точного литья, процесс MIM имеет преимущества хорошей шероховатости поверхности, высокой прочности на разрыв и может реализовать комбинирование деталей, уменьшить количество деталей, снизить затраты и повысить эффективность.
Помимо вышеперечисленных деталей, ключ зажигания, детали коромысла двигателя, U-образный зажим рулевого механизма, синхронизатор заднего хода, толкатель клапана, крышка камеры сгорания поршневого кольца, фиксатор автомобиля и т. д. на автомобиле изготавливаются с использованием процесса MIM.
5. Прецизионное машиностроение
Технология MIM позволяет производить металлические детали со сложными трехмерными геометрическими формами с высокой сложностью, высокой точностью, высокой прочностью, изысканным внешним видом и миниатюрными характеристиками в больших количествах, с высокой эффективностью и низкой стоимостью, и широко используется в различных точных приборах. Эти шестерни обычно имеют диаметр миллиметра или даже меньше, со сложной конструкцией, требующей высокой прочности, высокой износостойкости и точной производительности зацепления. С развитием науки и техники микрошестерни играют жизненно важную роль в электронных продуктах, медицинском оборудовании, аэрокосмической и других областях.
5.1 Устройство точного отсчета времени
В часовой промышленности, особенно в механических часах высокого класса, микрошестерни являются одним из основных компонентов. Благодаря точному зацеплению шестеренок механические часы могут поддерживать высокоточные функции синхронизации. Из-за ограниченного внутреннего пространства механических часов размер шестеренок должен быть очень маленьким, а работа — чрезвычайно плавной. Высокая точность и низкое трение микрошестерен имеют решающее значение.
5.2 Микроскопы и оптические приборы
Система фокусировки и точная настройка оптических элементов, используемых в микроскопах, основана на передаче микрошестерен. Точность микрошестерен напрямую влияет на настройку увеличения микроскопа и четкость изображения. Микрошестеренки также широко используются в механизме тонкой настройки оптических приборов для обеспечения точного управления оптическим путем.
5.3 Медицинские приборы
В малоинвазивном хирургическом оборудовании микрошестерни используются для привода различных крошечных роботизированных рук и хирургических инструментов. Эти шестерни чрезвычайно малы по размеру, но требуют чрезвычайно высокой точности и надежности для обеспечения точности и безопасности во время операции. Микрошестерни также широко используются в системах регулировки микросверл и насосах для крови в стоматологическом оборудовании.
5.4 Роботы и средства автоматизации
Микророботы часто используются в хирургии, производстве и лабораторной автоматизации. Эти роботы требуют гибких соединений и точного управления движением. Микрошестеренчатая система является основным компонентом этих роботов, помогая им достигать сложных движений и операций. Благодаря компактной структуре робота, высокая эффективность и низкий уровень шума микрошестерен особенно важны.
6. Бытовая электроника
Электронные коммуникационные продукты являются важным рынком для деталей MIM. Почти все производители мобильных телефонов будут закупать большое количество продукции MIM, а миниатюрные и многофункциональные детали в коммуникациях подходят для преимуществ технологии MIM. Литье под давлением MIM может достичь преимуществ снижения производственных затрат, повышения эффективности производства и уменьшения размеров и облегчения деталей. Преимущества, к которым стремятся разработчики мобильных телефонов, заключаются в достижении тонкости, снижении веса и улучшении ощущений от деталей. Разработка проектов мобильных телефонов происходит очень быстро, и только технология MIM может производить так много деталей за короткий промежуток времени.

Помимо лотка для карт, шарниры, используемые в популярных в настоящее время мобильных телефонах с откидным экраном, также являются деталями MIM. Конечно, помимо вышеперечисленных типичных, существует множество других применений деталей MIM в потребительской электронике.
VII . Проблемы и ограничения
(1) Высокие затраты на оборудование
Высокая стоимость пресс-формы:
Процесс μMIM требует использования высокоточных форм для обеспечения точности формования. Стоимость изготовления и обслуживания этих форм высока, особенно для деталей со сложной геометрией и мелкосерийного производства. Стоимость форм может составлять большую часть общей стоимости производства.
Отходы материала и низкий коэффициент использования: В процессе производства микродеталей трудно полностью восстановить потери материала, возникающие при обезжиривании и спекании. Особенно при использовании материалов из драгоценных металлов (таких как титан, драгоценные металлы), эти отходы материала значительно увеличатся. производственные затраты.
Машины и оборудование стоят дорого:
Оборудование для микролитья металлов под давлением (μMIM) обычно требует сложной машины для микролитья под давлением, сложной печи для спекания и эффективной системы обезжиривания. Эти устройства не только требуют огромных инвестиций в производство, но и требуют дополнительных затрат при обслуживании и эксплуатации.
(2) Точность формовки и ограничения по размеру
Хотя процесс μMIM отлично подходит для обработки деталей микронного масштаба, он все еще имеет некоторые ограничения по точности и размерам:
Размерная усадка и деформация:
Процесс μMIM приведет к значительному сокращению объема металлического порошка во время процессов обезжиривания и спекания, обычно около 15% - 20%. Эта усадка повлияет на точность формования, особенно в сложных геометрических формах и тонкостенных деталях, где более вероятно возникновение неравномерной деформации.
Сложность обработки поверхности и микроструктуры:
Поверхность спеченных микродеталей часто имеет проблемы с высокой шероховатостью и очевидной зернистостью. Для достижения оптического уровня отделки и точности тонкой структуры часто требуются дополнительные этапы обработки поверхности, такие как гальванопокрытие, полировка и т. д.
(3) Ограничения по выбору материала
Процесс μMIM предъявляет высокие требования к выбору материала. Металлический порошок, используемый в этом процессе, должен иметь следующие характеристики:

Очень мелкие и однородные частицы:
Как правило, диаметр частиц металлического порошка, используемого в процессе μMIM, составляет менее 10 микрон, однако слишком мелкие частицы порошка легко агломерируются, что затрудняет их равномерное распределение в процессе смешивания, что влияет на качество формования.
Трудность обработки специальных сплавов: Некоторые высокопроизводительные сплавы (такие как титановые сплавы, алюминиевые сплавы) трудно поддаются спеканию и обезжириванию порошка в процессе μMIM из-за их высокой активности или легких окислительных характеристик. Поэтому все еще существуют ограничения в применении этих материалов.
Проблемы совместимости материалов: Совместимость связующего вещества и металлического порошка, используемого в процессе μMIM, должна быть очень высокой, в противном случае это повлияет на текучесть детали во время формования и механические свойства готовой детали.
(4) Контроль производственного процесса сложен
Управление производственным процессом литья металла под давлением (MIM) довольно сложно, что в основном отражается в точном управлении несколькими ключевыми этапами. Во-первых, компаундирование и литье под давлением требуют смешивания металлического порошка со связующим веществом и обеспечения его однородности для предотвращения дефектов формования. Температура, давление и скорость во время процесса впрыска должны строго контролироваться, чтобы гарантировать, что материал может полностью заполнить форму, предотвращая образование пузырьков и пустот. Если вы не будете осторожны, эти факторы могут привести к дефектам поверхности или неравномерной внутренней структуре детали. Кроме того, конструкция формы также имеет решающее значение, особенно для деталей со сложной геометрией и мелкими деталями, которые требуют чрезвычайно высокой точности формования.

Последующие процессы удаления связующего и спекания еще более сложны. Обезжиривание — это удаление связующего, используемого во время процесса впрыска, чтобы оставить металлический скелет. Этот этап требует длительного нагрева и точного контроля времени. Небольшие колебания температуры и атмосферы во время процесса обезжиривания могут привести к образованию трещин или пор внутри детали. Процесс спекания требует уплотнения металлического порошка при высоких температурах для достижения в конечном итоге механической прочности и точности готового изделия. Контроль температуры и времени спекания чрезвычайно важен. Слишком высокая температура приведет к деформации детали, в то время как слишком короткое время может не позволить полного уплотнения. В совокупности тщательный контроль каждого этапа напрямую влияет на качество и производительность конечной детали.
VIII.Будущее развитие

(1) Технический прогресс
Благодаря постоянному развитию технологий процесс микролитья металлов под давлением (μMIM) достиг значительных улучшений, особенно прорывов в материаловедении, точности оборудования и оптимизации процесса. Исследования и разработки высококачественного металлического порошка делают частицы порошка меньше и более однородными, что значительно улучшает качество поверхности и структурную прочность деталей. Кроме того, была улучшена технология удаления связующего и спекания для снижения производственных дефектов и повышения надежности и согласованности процесса за счет более эффективного и точного управления. В то же время внедрение интеллектуальных производственных технологий, таких как автоматизированный мониторинг и оптимизация параметров, еще больше повысило эффективность процесса μMIM, сделав массовое производство микросложных деталей более стабильным и экономичным.
(2) Разработка новых материалов
Разработка новых материалов в процессе микролитья под давлением металлов (μMIM) в основном сосредоточена на исследовании и применении высокопроизводительных сплавов и композитных материалов. В последние годы в ответ на особые требования к прочности, коррозионной стойкости и электропроводности микродеталей исследователи разработали новые материалы, такие как титановые сплавы, нержавеющая сталь и высокотемпературные сплавы, подходящие для процесса μMIM. Эти материалы обладают лучшими механическими свойствами и обрабатываемостью, одновременно уменьшая дефекты, возникающие во время спекания и удаления связующего. Кроме того, разработка биосовместимых металлических материалов также предоставляет новые возможности для производства микродеталей в медицине, электронике и других областях. За счет улучшения формулы материала эти новые материалы не только улучшают эксплуатационные характеристики продукта, но и оптимизируют эффективность производства и контроль затрат процесса μMIM.

(3) Повышение эффективности производства
Для повышения эффективности производства процесса микролитья металлов под давлением (μMIM) технические усовершенствования в основном сосредоточены на оптимизации процесса и модернизации оборудования. Современное автоматизированное оборудование для литья под давлением в сочетании с точной системой контроля температуры делает процесс литья под давлением более быстрым и стабильным, снижая процент бракованной продукции. В то же время внедрение технологий быстрого обезжиривания и спекания, таких как микроволновое спекание и вакуумное обезжиривание, значительно сократило производственный цикл. Кроме того, применение интеллектуальных технологий мониторинга и анализа данных в процессе позволяет регулировать ключевые параметры производства в режиме реального времени для обеспечения эффективного и непрерывного производства. Эти технологические усовершенствования не только повышают производительность за единицу времени, но и улучшают постоянство и стабильность качества продукции.
Share:
Технология обработки графита на станках с ЧПУ: от приспособлений для оборудования до инструментов
Как изготавливается порошковый металл?