
Горячее прессование и спекание, его преимущества и недостатки
Горячее прессование спеканием представляет собой процесс приложения давления к трудно спекаемому в форме порошку и его одновременного нагрева. Исходный порошок загружается в полость металлической или высокопрочной графитовой формы и при прессовании нагнетается до нормальной температуры спекания или немного ниже. За короткое время порошок спекается в плотный, однородный и мелкозернистый керамический материал. Материалы форм, используемые для горячего прессования спекания, включают графит, оксид меди, карбид кремния и т. д. Среди них широко используются графитовые материалы.
Процесс горячего прессования и спекания можно разделить на метод постоянного давления, метод высокого давления и метод сегментированного давления в соответствии с различными методами давления. В зависимости от метода спекания его можно разделить на вакуумное спекание, атмосферное спекание, непрерывное спекание под давлением и т. д.
По сравнению с другими методами спекания, процесс горячего прессования спекания имеет следующие преимущества: поскольку процесс горячего прессования спекания нагревается и нагнетается одновременно, порошок находится в термопластичном состоянии, что способствует контакту, диффузии и потоку частиц и процессу массопереноса, поэтому давление формования невелико; он также может снизить температуру спекания и сократить время спекания, чтобы противостоять росту зерен и получить изделия с мелким зерном, высокой плотностью, высокими механическими свойствами и высокими механическими свойствами. Керамические изделия сверхвысокой чистоты могут быть изготовлены без добавления спекающих или формовочных добавок.
Недостатками процесса горячего прессования спеканием являются то, что процесс спекания относительно сложен, оборудование для горячего прессования спекания относительно сложное, требования к оборудованию высоки, стоимость обработки высока, а эффективность производства низкая, и можно получать только изделия относительно простых форм.

Оборудование для горячего прессования и спекания
Процесс горячего прессования спекания требует специальной печи для горячего прессования спекания. Обычно используемая печь для горячего прессования спекания в основном состоит из нагревательной печи, устройства для создания давления, формы и измерительного и напорного устройства. Принцип работы печи для горячего прессования спекания заключается в следующем: смешанный порошок загружается в графитовую форму, и порошок нагревается графитовой нагревательной плитой. После нагрева до определенной температуры верхняя и нижняя напорные головки приводят в действие верхнюю графитовую напорную головку и нижнюю графитовую напорную головку, чтобы оказывать давление на порошок в форме, так что спекание и прессование выполняются одновременно, так что порошок может быть уплотнен и спечен при высокой температуре и высоком давлении.
Существует много типов печей для горячего прессования и спекания, включая однокорпусные печи для спекания и двухкорпусные печи для горячего и холодного прессования. Обычно во время спекания используется защита азотом или водородом, а некоторые используют спекание с вакуумной защитой. Вакуумная печь для горячего прессования компании Hunan Dingli Technology Co., Ltd. широко используется для формирования сетки и уплотнения деталей из различных композитных материалов, различных материалов с высокой теплопроводностью, керамических материалов SiC/Si3N4/B4C, порошковых материалов на основе меди, порошковых материалов на основе железа, порошковых материалов на основе железа и меди и других материалов. Максимальная температура спекания может достигать 2500 ℃. Например: тормозные диски из порошкового материала на основе железа и меди для посадочных самолетов, тормозные колодки EMU, бронежилеты, защитные пластины бронетранспортеров, пуленепробиваемая броня вертолетов и т. д.

Применение процесса горячего прессования и спекания в современной керамике
Керамика из нитрида кремния горячего прессования и спекания
Спекание горячим прессованием является основным методом спекания для получения плотных керамических материалов из нитрида кремния. При более высоком механическом давлении температура спекания материала может быть увеличена, а спеченное тело становится анизотропным. Паблос и др. использовали горячее прессование для получения керамических материалов из нитрида кремния с теплопроводностью 82 Вт·м-1К-1; Китаяма и др. использовали различные оксиды редкоземельных элементов в качестве спекающих добавок для получения спеченных тел из нитрида кремния с теплопроводностью до 114,7 Вт·м-1К-1; Цзян и др. использовали горячее прессование для получения керамических материалов из нитрида кремния с теплопроводностью 129 Вт·м-1К-1 и прочностью на изгиб до 1149 МПа.
Керамика из карбида бора горячего прессования
Карбид бора — это соединение с сильными ковалентными связями. Скорость диффузии при спекании низкая при высоких температурах, и происходит меньший поток материала, что делает процесс его уплотнения очень сложным. Существует три механизма непрерывного уплотнения во время горячего прессования:
(1) Перераспределение частиц, открытая пористость уменьшается, а закрытая пористость остается неизменной (температурный диапазон: 1800~1950℃). (2) Пластическое течение, приводящее к закрытию открытой пористости без существенного влияния на закрытую пористость (1950~2100℃).
(3) Объемная диффузия и устранение пор в конце горячего прессования (2100~2200℃). Для снижения температуры спекания и поверхностной энергии, а также улучшения комплексных свойств керамики из карбида бора необходимо добавлять добавки, способствующие спеканию карбида бора.
Керамика из спеченного оксида алюминия, полученная методом горячего прессования

Ввели лигатуру AlTiC в алюмооксидную керамику и приготовили композитные материалы TiC/Al2O3 методом горячего прессования в переходной жидкой фазе. Лигатуру AlTiC подавили рост зерен оксида алюминия, органично объединили горячее прессование и спекание в переходной жидкой фазе и улучшили качество спекания композитных материалов TiC/Al2O3. Пэн Сяофэн, Хуан Сяосянь и Чжан Юйфэн приготовили мелкозернистую алюмооксидную керамику методом горячего прессования предварительно обработанного порошка оксида алюминия. Они получили алюмооксидную керамику с размером зерна 0,5 мкм и прочностью на изгиб 500 МПа при 1450 ℃ и алюмооксидную керамику с вязкостью разрушения 5,7 МПа·м1/2 при 1550 ℃. Керамика из нитрида алюминия горячего прессования

Большое количество исследований показало, что теплопроводность керамики из нитрида алюминия, полученной горячим прессованием, выше, чем при спекании при нормальном давлении в тех же условиях. Среди них мы использовали метод нормального давления и метод горячего прессования для приготовления керамики из нитрида алюминия и проанализировали их микроструктуры. Результаты наблюдений показали, что керамика из нитрида алюминия, полученная горячим прессованием, была более полной. При тех же условиях объемный процент керамики из AlN, полученной горячим прессованием, был ниже, чем у керамики из нитрида алюминия, спеченной при нормальном давлении; содержание кислорода в решетке керамики из нитрида алюминия, полученной горячим прессованием, также было ниже, чем у керамики из нитрида алюминия, полученной спеканием при нормальном давлении. Теплопроводность керамики из нитрида алюминия, полученной горячим прессованием, составила 200 Вт/м·К.











Делиться:
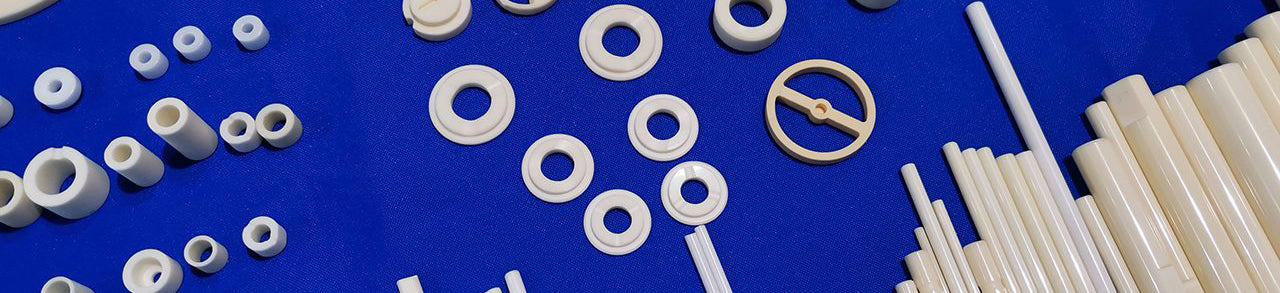
Некоторые применения керамических деталей в области полупроводников
DIN Sint-D 32 DIN 30910-4 Введение