В экстремальных условиях аэрокосмической отрасли и мире высокоточных медицинских имплантатов несколько микрон изменения плотности могут означать разницу между пожизненной производительностью и катастрофическим разрушением конструкции. В то время как традиционное одноосное прессование служит промышленности на протяжении десятилетий, оно часто оставляет после себя скрытые «мягкие центры» и внутренние напряжения. Холодное изостатическое прессование (ХИП) устраняет эти уязвимости, применяя всенаправленную силу, обеспечивая 100% однородность плотности на сложных геометриях, что делает его безальтернативным выбором для материаловедения XXI века.
Являясь ведущим процессом порошковой металлургии и формования керамики, холодное изостатическое прессование предлагает уникальную возможность создавать высокопрочные, практически готовые компоненты, соответствующие самым строгим мировым стандартам безопасности. В этом подробном обзоре мы исследуем механику технологии ХИП, ее сравнительные преимущества и ее преобразующую роль в современной промышленности.
1. Определение холодного изостатического прессования: физика однородности
Холодное изостатическое прессование (ХИП) — это технология обработки материалов, которая применяет равное давление со всех сторон к порошкообразному материалу, находящемуся в гибкой форме. Используя жидкую среду (обычно воду или масло), процесс основывается на законе Паскаля, чтобы гарантировать, что каждый квадратный миллиметр поверхности детали получает идентичное усилие.
В отличие от механического прессования, которое ограничено трением между порошком и стенками стальной матрицы, изостатическое прессование устраняет градиенты плотности. В результате получается «сырая» заготовка с идеально однородной внутренней структурой, готовая к спеканию или высокоточному механической обработке.
2. Процесс ХИП: пошаговое проектирование точности
Чтобы понять, как технология холодного изостатического прессования функционирует в производственной среде, мы должны рассмотреть четырехстадийный цикл:
-
Загрузка порошка: Высокочистые металлические или керамические порошки загружаются в эластомерную форму (резиновую или уретановую).
-
Запечатывание и погружение: Форма герметично запечатывается для предотвращения попадания жидкости и помещается в сосуд высокого давления.
-
Повышение давления: Жидкость находится под давлением — часто достигающим 60 000 фунтов на квадратный дюйм (400 МПа). Порошок сжимается в твердую массу.
-
Декомпрессия: Давление снижается постепенно, чтобы избежать «декомпрессионного шока», который может привести к растрескиванию детали.

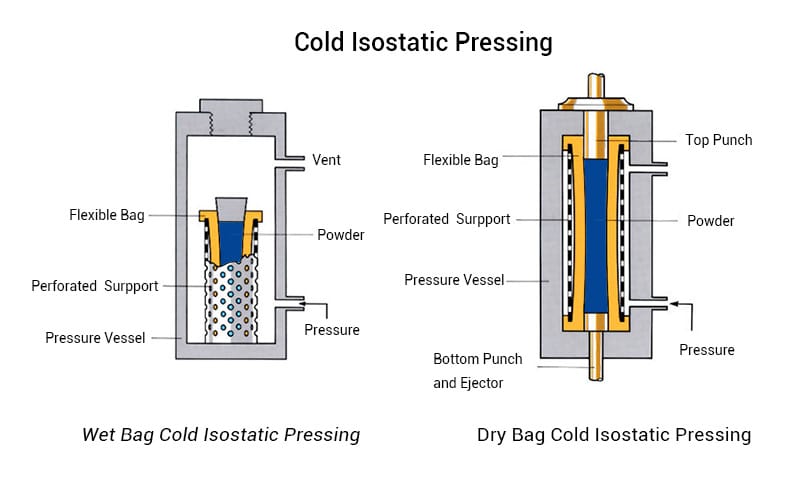
3. Сравнение технологий: ХИП с «мокрой» и «сухой» сумкой
В зависимости от того, является ли целью прототипирование или массовое производство, инженеры выбирают один из двух основных методов изостатического прессования:
| Характеристика | ХИП с «мокрой» сумкой | ХИП с «сухой» сумкой |
| Инструментарий | Гибкие, съемные формы | Формы, закрепленные внутри сосуда |
| Сложность детали | Чрезвычайно высокая (сложные 3D формы) | Умеренная (симметричные формы) |
| Время цикла | Длительное (ручная обработка) | Короткое (высокая степень автоматизации) |
| Объем | Низкий-средний (партионный) | Высокий (непрерывный) |
| Типичный продукт | Крупные аэрокосмические заготовки | Изоляторы свечей зажигания, трубки |
4. Ключевые преимущества производительности: Почему инженеры выбирают ХИП
Принятие услуг холодного изостатического прессования обусловлено несколькими критически важными факторами производительности:
-
Отсутствие градиентов плотности: Устраняет «мягкие центры», распространенные при традиционном прессовании, что приводит к предсказуемой усадке во время спекания.
-
Возможность получения почти готовых деталей: Сокращает потери материала и время последующей обработки, что крайне важно для дорогих материалов, таких как титан или вольфрам.
-
Большие соотношения сторон: ХИП позволяет производить детали с отношением длины к диаметру, значительно превышающим возможности механических прессов.
-
Повышенная прочность в сыром состоянии: Компоненты достаточно прочны для фрезерования на станках с ЧПУ перед обжигом, что значительно снижает риск хрупкого разрушения.

5. ХИП в действии: аэрокосмическая и оборонная промышленность
В аэрокосмической отрасли холодное изостатическое уплотнение является обязательным условием для компонентов, подвергающихся экстремальным термическим и механическим нагрузкам.
-
Ракетные сопла и носовые обтекатели: Используя тугоплавкие металлы, такие как вольфрам и молибден, ХИП позволяет создавать массивные, высокоплотные детали, способные выдерживать жар при входе в атмосферу.
-
Турбинные лопатки: Обеспечивая равномерную плотность в «сыром» состоянии, ХИП предотвращает образование внутренних пустот, которые могут привести к катастрофическому разрушению при высоких оборотах.
-
Титановые заготовки: ХИП часто является первым шагом в создании высокочистых титановых сплавов, используемых для конструкционных элементов планера.
6. ХИП в действии: медицинские имплантаты и биокерамика
Медицинская промышленность требует 100% надежности. Медицинские керамические компоненты, произведенные с помощью ХИП, стали золотым стандартом для долгосрочных имплантатов.
-
Замена суставов: Керамические шарики тазобедренных суставов и коленные вставки требуют абсолютной однородности для предотвращения износа. ХИП обеспечивает циркониево-упрочненному оксиду алюминия (ZTA) вязкость разрушения, необходимую для 20-летнего срока службы.
-
Зубные имплантаты: Коронки и мосты из циркония формируются с использованием ХИП для достижения прозрачности естественных зубов при сохранении прочности стали.
-
Хирургические инструменты: Рукоятки и компоненты скальпелей из высокотвердой керамики формируются с использованием изостатического прессования для обеспечения превосходной долговечности.
7. Сравнительный анализ: ХИП против ГИП
Распространенной причиной путаницы является разница между холодным изостатическим прессованием (ХИП) и горячим изостатическим прессованием (ГИП). Хотя они имеют одинаковую физику, их роли в производственном процессе различны.
-
ХИП (холодное): Используется в основном для формирования и придания формы порошку в твердое тело. Происходит при комнатной температуре.
-
ГИП (горячее): Используется для уплотнения существующих деталей или устранения внутренней пористости в отливках. Происходит при высоких температурах (до 2000°C) с использованием газа.
Стратегический вывод: Большинство высококачественных аэрокосмических деталей проходят ХИП для формирования, затем спекание и, наконец, ГИП для достижения 100% теоретической плотности.

8. Универсальность материалов при изостатическом прессовании
Технология холодного изостатического прессования совместима с широким спектром технических материалов:
-
Керамика: Оксид алюминия, диоксид циркония, карбид кремния, гидроксиапатит.
-
Металлы: Титан, нержавеющая сталь, вольфрам, стеллит.
-
Композиты: Углерод-углеродные композиты и специальные формы из ПТФЭ (тефлона).
9. Экологическое преимущество: почему ХИП является устойчивым выбором для производства
В современной циркулярной экономике холодное изостатическое прессование является краеугольным камнем устойчивого производства:
- Практически нулевые отходы материалов: В качестве процесса «почти конечной формы» ХИП использует только точное количество порошка, которое необходимо. В отличие от субтрактивной обработки, которая может приводить к потере до 70% необработанной титановой заготовки, ХИП минимизирует отходы.
- Энергоэффективность: Поскольку ХИП работает при комнатной температуре, его энергопотребление значительно ниже, чем у термических процессов, таких как литье или горячее изостатическое прессование (ГИП).
- Возможность переработки порошка: Избыточный порошок может быть восстановлен и повторно использован, создавая производственную систему с замкнутым циклом.
- Устранение токсичных смазочных материалов: ХИП часто использует переработанную воду в качестве среды давления, исключая необходимость в агрессивных химических смазочных материалах, используемых при традиционном прессовании в матрице.
10. Часто задаваемые вопросы (FAQ)
Каков максимальный размер деталей для ХИП?
Сосуды высокого давления могут иметь диаметр до нескольких метров, что позволяет производить массивные керамические трубы или крупные металлические слитки весом в несколько тонн.
Дорого ли оборудование?
По сравнению со стоимостью многомиллионных стальных матриц для одноосного прессования, гибкие эластомерные формы, используемые при холодном изостатическом прессовании, очень экономичны, особенно для мелкосерийных или сложных проектов.
Как ХИП влияет на окончательную чистоту поверхности?
Поскольку форма гибкая, поверхность детали, изготовленной методом ХИП, обычно слегка текстурирована. Однако, поскольку прочность в сыром состоянии высока, деталь может быть легко обработана до гладкой поверхности перед обжигом.
11. Заключение: стратегическое значение ХИП
По мере того как мы движемся к будущему индивидуализированного медицинского обслуживания и более эффективных аэрокосмических путешествий, роль холодного изостатического прессования (ХИП) будет только расширяться. Обеспечивая путь к бездефектным материалам и сложным геометрическим формам, оно остается основой передового материаловедения.
Для инженеров и покупателей выбор правильного партнера по изостатическому прессованию — это нечто большее, чем просто давление; это понимание синергии между химией порошка, конструкцией формы и окончательным спеканием.











Делиться:
Медицинская керамика против металлов: почему биокерамика — новый золотой стандарт для имплантатов
Прецизионное прессование металлических порошков для медицинской промышленности: совершенство, подтвержденное сертификатом ISO 13485, для биосовместимых деталей